Сверло для высверливания точечной сварки
Довольно большое распространение получила технология точечной сварки. Это связано с повышением качества соединения и надежности получаемого шва, а также высокой производительности, которую можно достигнуть при применении подобной технологии. Многие автовладельцы и мастера встречаются с ситуацией, когда нужно провести демонтаж приваренного элемента без его повреждения. В большинстве случаев для этого применяется специальное сверло, так как гидропробойник подходит не во всех случаях. Рассмотрим особенности специального сверла, которое применяется для проведения подобное работы, подробнее.

Конструкция
Возможность проведения рассматриваемой работы можно прежде всего связать с конструктивными особенностями применяемого сверла. К ним отнесем следующие моменты:
Сверло для высверливания точечной сварки можно приобрести в специализированном магазине. Стоимость их относительно невелика, но для работы с труднообрабатываемыми материалами требуются варианты исполнения, изготавливаемые из специальных сплавов.

Сверло для точечной сварки сверхпрочное 8 х 50 мм
В некоторых случаях применяется обычный вариант исполнения сверла для высверливания точечной сварки. Однако, при их применении достигнуть требуемого результата практически невозможно.
Коронка для точечной сварки
Обработка точечной сварки может проводится при применении специальной коронки. Она также применяется для сверления. К особенностям подобного предложения отнесем следующие моменты:
Технология применения корон для высверливания точечной сварки характеризуется следующими особенностями:

Сверло корончатое по точечной сварке
Стоит учитывать, что при изготовлении сверла для высверливания точечной сварки и коронки применяется практически один и тот же режущий сплав. Примером можно назвать быстрорежущую сталь Р18, которая может выдерживать длительное воздействие высокой температуры без изменения основных эксплуатационных параметров. Стоит учитывать, что китайские производители применяют сплав 45Х, которая характеризуется меньшей эффективностью в применении.
Коронка является достаточно массивным инструментом. Именно поэтому при его применении нужно плотно прижимать рабочую часть к обрабатываемой поверхности. Стоит учитывать, что при работе с малоуглеродистой сталью при точечной сварке структура становится более плотной и прочной. Именно поэтому при работе требуется прикладывать большее усилие.
Еще одной распространенной проблемой можно назвать то, что конструкция коронки определяет неравномерное врезание зубьев в обрабатываемую поверхность. Это связано с наличием различных выступов, которые образуются при точечной сварке. Результатом подобной проблемы можно назвать эксцентриковое высверливание отверстия, после чего разделить сплавленные элементы довольно сложно.
Достоинства сверла для высверливания точечной сварки
У рассматриваемого инструмента, который предназначен для работы со швом, есть довольно большое количество преимуществ. К ним можно отнести:

Высверливание точечной сварки
Как ранее было отмечено, следует приобретать исключительно продукцию известных производителей. Это связано с тем, что легированные сплавы характеризуются меньшей степенью устойчивости к воздействию высокой температуры.
Как работать со сверлами для точечной сварки?
Проводимая технология высверливания характеризуется довольно большим количеством особенностей. Рекомендации по ее проведению следующие:
После высверливания точек соединения в некоторых случаях приходится приложить усилие для отделения детали от основания. Для этого может применяться зубило с молотком.
Заточка сверла для точечной сварки
Следует учитывать, что при частом использовании сверла при высверливании точечной сварки режущая часть может существенно затупиться. Провести самостоятельно заточку сверла достаточно сложно. Это связано с нижеприведенными моментами:

В некоторых случаях для работы применяется обычная болгарка, в других требуется специальный заточной механизм. Стоит учитывать, что при нарушении технологии инструмент просто выйдет из строя.
Высверливаем точечную сварку
Рассматриваемая процедура довольно проста в исполнении. Провести ее можно следующим образом:
Стоит учитывать, что в некоторых случаях можно повредить металл. Именно поэтому следует работать осторожно.
Как подготовить участок под высверливание
При рассмотрении подобной технологии стоит учитывать, что от качества подготовки поверхности во многом зависит конечный результат. К особенностям подобной технологии отнесем следующие моменты:
Если не провести предварительную подготовку поверхности, то есть вероятность выскакивания стержня. При изменении угла воздействия нагрузки стержень может сломаться. Кроме этого, при довольно большой площади контакта используемый инструмент может сильно перегреваться.
Именно поэтому предусматривается возможность подачи жидкости в зону резания для охлаждения инструмента и обрабатываемой жидкости.
Эффективное удаление точечной сварки
Точечная сварка применяется для получения самых различных изделий. Именно поэтому технология ее удаления путем высверливания получила довольно большое распространение. Удалить образующийся шов можно самым различным образом.
Достигнуть высокой эффективности при проведении подобной работы можно следующим образом:
Если правильно подобрать сверло, то можно провести удаление практически любой точечной сварки. При этом стоит учитывать, что качество зависит от соблюдения всех рекомендаций.
Чем высверлить точечную сварку?

Точечная контактная сварка давно применяется при соединении металлоконструкций. Для автомобилестроения применение роботизированной точечной сварки стало настоящим спасением — вместо несущих рам, появилась возможность производить недорогие несущие кузова, по прочности и безопасности превосходящие старые технологии.
При необходимости ремонта такого изделия обычно пользуются методом высверливания точечной сварки. Этот метод имеет следующие достоинства:
Необходимые инструменты и приспособления
Чтобы быстро и качественно заменить кузовную деталь высверливанием, нам потребуются:
Дрель и «болгарка» должны быть с регулировкой оборотов — так легче добиться хороших результатов. Применение ручных механических дрелей непрактично — высверливание требует минимум 600 — 800 оборотов в минуту.
Высверливание может осуществляться насквозь — так снимается ремонтная часть из кузова-донора. Такой способ может осуществляться любой подходящей оснасткой по металлу.
Удалить металл вокруг точки можно коронкой. Она имеет специальный подпружиненный центрующий упор. Он является регулируемым ограничителем — правильно настроив, выбрать «лишнее» железо невозможно. Коронка «выгрызает» металл вокруг точки, не истончая деталь. Этот способ применим к высверливанию поврежденной части на ремонтируемом кузове, когда нельзя повреждать места прилегания ремонтной детали.
Заточка сверла для точечной сварки
В процессе сварки контактной сваркой металл уплотняется, поэтому высверливать его довольно трудно. Сверла должны быть изготовлены из прочной быстрорежущей стали и иметь специальную заточку.
Для сквозного высверливания. Если детали планируется прокручивать насквозь, можно воспользоваться обычным сверлом, заточенным на конус. Диаметр подбирается на 1-2 мм шире сварной точки.
Для просверливания одной детали. Имеют практически плоскую заточку, в центре сверла есть выступ — поводок. Он предназначен для центровки и по внешнему виду напоминает маленькое сверлышко. Поводок может быть узким — подойдет для работы с тонкой жестью, и широким — подойдет для работы с толстым металлом. Диаметр подбирается по диаметру точки или чуть шире.
Корончатые сверла. Состоят из режущей части, направляющего поводка и хвостовика. Режущая часть может быть изготовлена из мягкого материала с твердосплавными напайками. Внутренний диаметр коронки должен быть на 1 мм шире точки. Особенность работы коронкой заключается в том, что она не высверливает материал точки, а выбирает металл детали вокруг нее.
Процесс высверливания
Отсоединение кузовной детали состоит из нескольких логичных этапов:
Новое сверло прослужит значительно дольше, если его не перегревать и работать аккуратно, дрель должна быть перпендикулярна обрабатываемой поверхности. Обороты лучше установить невысокие, изредка рабочую поверхность нужно смазывать. Толстые детали высверливаются в несколько приемов с периодическим охлаждением режущей части.
Другие способы удаления точечной сварки
Есть несколько способов, как удалить сварные точки в труднодоступных местах. Они могут применяться в комплексе с высверливанием, если добраться к точке проблематично.
В зависимости от целей, которые стоят перед мастером и удобства применения можно применить любой из предложенных способов. Каждый случай уникален. стоит доверять своему опыту и интуиции.
Высверливание точечной сварки

Приветствую Вас на блоге Kuzov.info!
В этой статье подробно рассмотрим как осуществляется высверливание точечной сварки.
Несущий кузов автомобиля состоит из отдельных элементов, которые соединены между собой и образуют прочную конструкцию. Несъёмные кузовные части соединены друг с другом воедино точками контактной сварки. В легковом автомобиле от 3000 до 5000 таких точек.
 Обработка шлифовальной бумагой помогает улучшить видимость точечной сварки
Обработка шлифовальной бумагой помогает улучшить видимость точечной сварки
Бывает необходимо убрать краску, герметик или другое покрытие, чтобы лучше видеть сварные точки. В большинстве случаев краску снимать не обязательно, либо достаточно немного обработать область с кружками точечной сварки наждачной бумагой, чтобы они были заметнее.
Высверливание точечной сварки — эффективный и аккуратный способом разъединения данного соединения. Нужно это делать на малых оборотах. На высокой скорости вращения сверло быстро перегреется, затупится и будет скользить. Медленное высверливание помогает легче контролировать процесс и меньше вероятность повредить нижележащую панель. Скорость при высверливании зависит от прочности стали. Чем твёрже сталь, тем ниже обороты.
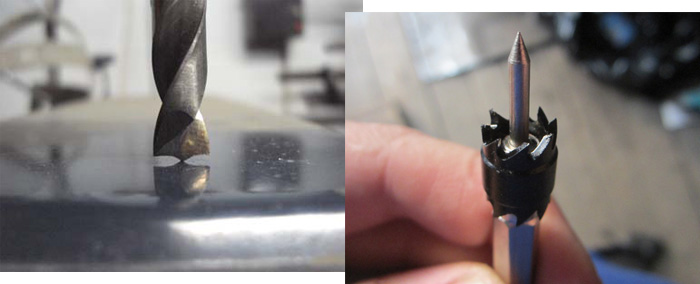
Для высверливания применяется специальное сверло или фреза размером 8–9.5 мм. Они бывают разные и имеют свои преимущества и недостатки. Главное отличие заключается в кончике сверла (см. фото). То, что справа имеет больший кончик. При высверливании им останется отверстие на нижней панели. Это не слишком большая проблема, так как его легко заварить.
Большой кончик позволяет допускать ошибки при отсутствии опыта, так как такое сверло легче удержать ровно. Его будет удобнее использовать при не слишком ровной поверхности. В этом случае оно прослужит дольше без дополнительного затачивания. Маленький кончик требует более точного высверливания. Его используют на ровной поверхности. Им удобнее будет высверливать, если предварительно сделать маленькое отверстие (2–3 мм). Можно использовать керн для того, чтобы наметить центр. Это поможет сверлу не скользить в разные стороны. Оно оставляет нижний металл практически целым.
Чем меньше кончик, тем его сложнее удерживать прямо, чтобы оно не скользило. Для этих целей существует специальное приспособление, увеличивающее удобство высверливания. Достаточно его расположить в нужное положение и нажать на триггер. Устройство зажимает место высверливания с двух сторон и сверло подаётся на нужную глубину.
Фреза с регулируемым кончиком тоже применяется для высверливания. Этот конец центрует и ограничивает глубину среза. Перед её применением нужно сначала сделать маленькое отверстие. В него вставляется, но не проваливается кончик. Фреза сверлит по контуру кружка и отделяет его. После снятия панели нужно просто сточить оставшуюся возвышенность «болгаркой».
Кроме вышеперечисленных инструментов можно использовать отрезной или шлифовальный диск для удаления точечной сварки. Нужно поставить диск вертикально (см. рисунок) и снимать металл его ребром, двигая вперёд-назад. Это не самый аккуратный способ, но может пригодиться. Он уместен в зонах, где ограниченный доступ или поверхность, где расположено точечное соединение, неровная после повреждения. Ещё ребром диска можно убирать сварные швы от полуавтомата.
После удаления соединительных точек, следующим шагом производится демонтаж. Это не слишком сложная процедура, но есть определённые тонкости. Панель может держаться за кузов за счёт грунта или герметика или на остатках сварки. В некоторых случаях, приходится срезать демонтируемую кузовную часть вдоль точек, которые сложно разъединить. К примеру, это можно проделать вдоль колёсной арки или при демонтаже крыши, если возникает сложность её отсоединения после высверливания. У Вас появится более удобный доступ, чтобы отсоединить оставшуюся полоску от кузова.
Для отсоединения панели используется зубило. Важно им воздействовать в правильном направлении. Если высверленная точка продолжает держать часть металла, то надо действовать зубилом именно с той стороны, где находится остаток. Зубило срежет точку без коробления прилегающего металла.
Более нестандартный метод удаления точечной сварки – использование плазменной резки. Она способна аккуратно прожечь отверстие в местах точечной сварки по всей толщине. Плазменная резка менее доступна и используется редко.
Как высверлить точечную сварку?
Зачастую, чтобы справиться с этой проблемой, специалисты используются специальные сверла для высверливания точечной сварки. Оно может использовать в машиностроении – заменить или отремонтировать кузов, убрать элемент, сваренный точечной технологией и т.д.
Сверла в данном виде сварки
Сверла для точечной сварки определить по внешнему виду достаточно легко. У его рабочего торца плоская поверхность, ось имеет конусообразный кернящий выступ под прямым углом. С его помощью убирают центровку сверла, которая является самым трудоемким этапом извлечения результата точечной процедуры.
Альтернативным вариантом для высверливания сварочных точек, считается применение специализированных коронок. В их структуру относят стержень с пружинистым и центрирующим свойством, к которому крепится диск с режущей поверхностью и несколько торцевых зубьев.
Изначально мастер должен вдавить кернящий выступ в металлическую поверхность, после чего, контролируя погружение коронки в саму конструкцию, происходит сверление материала возле сварочного шва.
Чтобы деталь была достаточно жесткой, конструкцию заключают в оправу. В сравнении с методами устранению рассматриваемой сварки при помощи стержня, стоит отметить, что материал детали и самой коронки может быть одинаковым.
Единственное отличие заключается в разновидности стали Р6М5, Р6М5К5 либо Р9К6. Зачастую такой предмет применяют в отечественном производстве для ремонта автомобиля. В сфере китайской промышленности предпочитают быстрорезу другой материал с типов 45Х.
Как работать со сверлами для точечной контактной сварки?
Одним из важных вопросов в сварочной промышленности является – как высверлить точечную сварку? Зачастую это необходимо при ремонте кузова машины или других работах, где требуется устранить данный вид сварки.
Чтобы изготовить сверло для высверливания точечной сварки своими руками необходимо воспользоваться твердыми материалами в виде титана либо его сплава. У детали также может быть либо одно, либо несколько наконечников для работы.
У изделия номенклатура довольно-таки большая, где можно отыскать деталь с необходимыми параметрами и размером. Стоит выделить одно правило, которое необходимо обязательно выполнить – диаметр применяемого стержня нужно подбирать больше на полтора миллиметра, чем само отверстие в высверливаемом месте.
Элемент прикрепляется к оборудованию для сверления – есть возможность применения механического метода, однако результат станет более качественным и быстрым с использованием электрической конструкции.
Оптимальным методом считается использование специального приспособления для высверливания точечной сварки, за счет которого можно вручную регулировать рабочую мощность аппарата.
Прежде чем начать рабочий процесс нужно подобрать определенную модель стержня. Его главными характеристиками должны являться прочность и заточенность. Затем подбирается аналогично необходимый диаметр детали.
Стоит напомнить, что он должен оказаться немного больше в миллиметрах, чтобы просверлить необходимое отверстие. Процедура не трудная, с ней справится даже новичок.
Накернивать не обязательно, однако специалисты советуют все же, применять сверло с маленьким диаметром, чтобы упростить рабочий процесс. Необходимо отметить, что запрещено проводить работу под наклоном.
Сверло должно соприкасаться с поверхностью материала только под прямым углом. Если невозможно соблюдать это условие, подбирается иной метод проведения процедуры. После того как модель сверла будет подобрана и оборудование настроение, специалист может приступать к выполнению работы.
Все этапы процедуры делаются только в периметре верхней части изделия из металла. Иными словами, обработке подвергается лишь сварочное крепление.
Заточка сверла для точечной процедуры
У любого сверла для высверливания точечной сварки есть основное назначение, но кроме этого необходимо регулярно затачивать деталь. Предметы, которые используют для заточки сверла также необходимо постоянно чистить.
Прежде чем затачивать для контактной сварки сверло нужно начинать процесс с подготовки – затупление. В этой процедуре лучше всего применить обычную с жесткой поверхностью наждачную бумагу.
Затем необходимо ею пройтись по боковым граням. Стоит обратить внимание, что режущую кромку нельзя затрагивать. Вместо бумаги иногда используют специальный камень. Им также обрабатываются и грани, чтобы подровнять края до качественного и ровного уровня.
Под конец затачивается стержень на середину длины. Главное, чтобы просверливать было удобно и легко, а для этого необходимо контролировать центровку.
Необходимо обратить внимание, что на сегодняшний день для высверливаемого отверстия применяют плазменную резку. С её помощью можно прожечь любую толщину конструкционной детали, созданной из железа.
Это достаточно дорогая услуга, из-за чего применяется в редких и крайне необходимых ситуациях. Многие мастера, которые работают с кузовами, все же применяют точечную сварку.
Благодаря соответствующим сверлам, работа становится легкой, не затратной по финансам, времени и силам, окупается за счет своих свойств и функций. Кроме этого необходимо акцентировать на том, что такие сверла нуждаются в регулярной заточки при помощи специальной конструкции.
Чем высверлить точечную сварку?
Заточка сверла для точечной сварки
В процессе сварки контактной сваркой металл уплотняется, поэтому высверливать его довольно трудно. Сверла должны быть изготовлены из прочной быстрорежущей стали и иметь специальную заточку.
Для сквозного высверливания. Если детали планируется прокручивать насквозь, можно воспользоваться обычным сверлом, заточенным на конус. Диаметр подбирается на 1-2 мм шире сварной точки.
Для просверливания одной детали. Имеют практически плоскую заточку, в центре сверла есть выступ — поводок. Он предназначен для центровки и по внешнему виду напоминает маленькое сверлышко. Поводок может быть узким — подойдет для работы с тонкой жестью, и широким — подойдет для работы с толстым металлом. Диаметр подбирается по диаметру точки или чуть шире.
Корончатые сверла. Состоят из режущей части, направляющего поводка и хвостовика. Режущая часть может быть изготовлена из мягкого материала с твердосплавными напайками. Внутренний диаметр коронки должен быть на 1 мм шире точки. Особенность работы коронкой заключается в том, что она не высверливает материал точки, а выбирает металл детали вокруг нее.
Повторить самостоятельно форму заточки в гаражных условиях довольно сложно
Важно не испортить поводок и не перегреть металл. Потребуется калиброванный заточный станок и кондуктор
Это интересно: Твердосплавные пластины — преимущества, классификация
Особенности
Сверло для высверливания точечной сварки применяется для удаления неразъёмного сварочного соединения. Такая фреза позволяет выполнить аккуратную рассверловку сварочной точки, не нанося такими действиями значительных повреждений поверхности детали. Нередко для отсверловки применяют инструмент диаметром 8 мм. Найти подобный сверловочный инструмент можно в профильных торговых точках, но его стоимость может оказаться довольно высокой. Однако приобретённое сверло окупит ваши затраты, значительно облегчив процедуру снятия деталей, соединённых между собой точечной сваркой.










Основные преимущества фрезы для удаления креплений точечной сварки.


Инструмент, предназначенный для демонтажа точек сварки, изготавливают из легированной стали с добавлением титанового напыления. Выпускаются 2 вида такого инструмента: с одной рабочей стороной либо двухстороннее. Диаметры сверла различны – они могут быть 6, 8 и 10 мм. Выбор диаметра сверла зависит от того, какой размер у сварной точки, которую придется высверливать. При этом к диаметру объекта высверливания прибавляют дополнительно до 1,5 мм.
По своему строению сверловочный инструмент имеет 3 основные части.
По визуальным признакам отличить инструмент, предназначенный для демонтажа точек сварки, от других сверловочных аналогов довольно просто – ось инструмента имеет конусообразный вид, с углом 90°, тогда как рабочая торцевая часть у сверла плоская.
Как работать?
На первый взгляд простая технология применения инструмента, предназначенного для демонтажа точек сварки, имеет несколько особенностей. Специалисты придерживаются в своей работе следующих правил.


Перед началом выполнения сверловочных работ рабочую поверхность нужно подготовить. Делают это следующим образом.










Перед началом работы необходимо осмотреть все точки сварки и определить, инструмент какого диаметра потребуется применить для высверливания.

В процессе выполнения сверловки важно не торопиться и следить за тем, чтобы не просверлить металлическую деталь насквозь. После окончания процесса высверливания точек сварного крепления, следующим этапом будет отделение одной детали от другой
Следует принимать во внимание, что фреза не просверливает точку сварки полностью насквозь, как это делает обычное сверло, принцип её действия иной – она сверлит по кругу в области точки сварки и позволяет отделить деталь от основания. После того как детали будут разъединены, оставшийся металл от сварки срезают болгаркой либо отрезным шлифовальным диском, а в некоторых – особенно сложных – случаях для разделения деталей используют зубило с молотком










Ещё одним эффективным способом демонтажа точек сварки считается использование небольшой коронки с заточенными зубчиками. Это приспособление имеет в своей конструкции подпружинивающийся упор с центровкой, выполняющий роль ограничителя. Его можно регулировать с помощью специальной настройки. Коронка во время работы удаляет только область точки сварки, при этом не затрагивая лишние части металла детали.
Другие способы удаления точечной сварки
Есть несколько способов, как удалить сварные точки в труднодоступных местах. Они могут применяться в комплексе с высверливанием, если добраться к точке проблематично.
В зависимости от целей, которые стоят перед мастером и удобства применения можно применить любой из предложенных способов. Каждый случай уникален. стоит доверять своему опыту и интуиции.
Достоинства сверла для высверливания точечной сварки
Относительно альтернативных способов удаления соединений, созданных с помощью с точечной сварки, использование специализированного сверла имеет ряд преимуществ.

Большое количество различных изделий, устройств, детали автомобилей и т.д. соединяются между собой не разъемными способами (болты, гайки, шурупы и т.д.), а именно с помощью точечной сварки. Соответственно снять ее не повредив, используя разнообразные методы, достаточно проблематично. С помощью же сверла для сварки выполнить эту процедуру проще простого. Стоит отметить, что, несмотря на достаточно узкую специализации сверла, для его использования подойдет абсолютно любая дрель. Однако лучше всего применять такое оборудование, которое позволяет производить регулировку рабочей мощности. Конечно же, изделие не сможет выполнить всю работы за мастера, поэтому если деталь в последующем будет применяться еще раз, то работа требует повышенной аккуратности.

Как подготовить участок под высверливание?
Чтобы работать с кузовом автомобиля было как можно проще, следует убрать с его поверхности герметизирующий состав, краску, а также все дополнительные покрытия — это позволяет довольно хорошо наблюдать точки, где производились сварные работы. Стоит отметить, что профессиональные работники мастерских, занимающихся кузовами транспортных средств, далеко не всегда снимают саму краску. Им вполне достаточно слегка зачистить участки, сваренные по точечной технологии, при помощи шлифовальной бумаги или угловой шлифовальной машинки — этого бывает вполне достаточно, чтобы хорошо видеть сваренный участок.
Процесс высверливания
Отсоединение кузовной детали состоит из нескольких логичных этапов:










Как подготовить участок под высверливание
При рассмотрении подобной технологии стоит учитывать, что от качества подготовки поверхности во многом зависит конечный результат. К особенностям подобной технологии отнесем следующие моменты:
Если не провести предварительную подготовку поверхности, то есть вероятность выскакивания стержня. При изменении угла воздействия нагрузки стержень может сломаться. Кроме этого, при довольно большой площади контакта используемый инструмент может сильно перегреваться.
Необходимо обратить внимание, что на сегодняшний день для высверливаемого отверстия применяют плазменную резку. С её помощью можно прожечь любую толщину конструкционной детали, созданной из железа
Это достаточно дорогая услуга, из-за чего применяется в редких и крайне необходимых ситуациях. Многие мастера, которые работают с кузовами, все же применяют точечную сварку.
Благодаря соответствующим сверлам, работа становится легкой, не затратной по финансам, времени и силам, окупается за счет своих свойств и функций. Кроме этого необходимо акцентировать на том, что такие сверла нуждаются в регулярной заточки при помощи специальной конструкции.