Тестируем плазморез. Для чего он нужен и стоит ли покупать
Мой друг Сева задумал построить на даче гараж. Собрал металл после сноса гаражей в Москве, прикупил плазморез и компрессор к нему. Этой весной я напросился к Севе в гости, чтобы глянуть, как это чудо техники — «Аврора ПРО» — работает.
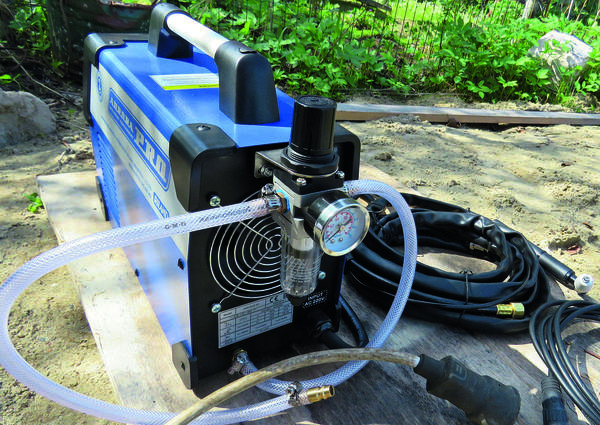
Плазморез Aurorapro Airhold 42
Устройство
Cам плазморез небольшой — размером с обычную инверторную сварку. К нему подключается компрессор, который должен быть достаточно мощным. Необходимый для резки расход воздуха — 170 л/мин.
Основные элементы резака — плазмотрон, сопло, электрод, изолятор между ними и канал подачи воздуха (рис. 1). Плазмотрон или плазменный резак, — это то, с помощью чего и осуществляется резка. 
Рис. 1. Схема устройства плазмореза
Внутри резака находится электрод. Он нужен для возбуждения электрической дуги. Электрод сделан из тория, гафния или бериллия. На поверхности этих металлов при резке образуются тугоплавкие оксиды. Сопло плазмотрона формирует струю плазмы, которая и режет заготовку. В комплекте поставки — 10 электродов с соплом, запасной завихритель и колпачок.
Как работать
Подключаем анод к детали, которую собираемся разрезать (фото 1). Затем выставляем давление воздуха 4–5 атм (фото 2). Длина провода, соединяющего резак с компрессором, — 5 м. Такой длины для работы более чем достаточно (фото 3).
Фото 1. Подключаем анод. Фото 2. Давление воздуха выставляем на 4-5 атм. Фото 3. Соединяем резак и компрессор проводом. Фото 4. Дуга загорается, когда касаемся детали и нажимаем кнопку «пуск»
Зажигание дуги происходит простым касанием сопла. Касаемся соплом детали и нажимаем кнопку «Пуск» — дуга загорается (фото 4). Кнопку «Пуск» можно нажать до касания или после. Подача воздуха и напряжения на электроды происходит одновременно. По окончании резки отпускаем кнопку, но подача воздуха будет идти ещё несколько секунд. Это необходимо для охлаждения сопла.
Трёхмиллиметровый лист плазморез резал легко, рез был относительно ровный (фото 5). Сталь агрегат рассекает значительно быстрее, чем болгарка. По ржавчине тоже идёт без видимых проблем. Ток выставляли 15, а потом 20 А. Так же легко плазморез справился с резкой несущих конструкций (фото 6).
Фото 5. Плазморез легко разрезал трёхмиллиметровый лист. Фото 6. Без каких-либо проблем аппарат режет несущие конструкции. Фото 7. При работе со сталью толщиной 5 мм рез получился не очень ровный. Фото 8. Стальной мангал получился неплохо.
В описании прибора было указано, что он может резать стальной лист толщиной до 12 мм. Сева попробовал отрезать прямоугольник от стальной полосы толщиной 5 мм — он был нужен для петли новых ворот. Рез получился не очень ровный (фото 7). Ток — 30 А. Когда начали отрезать второй прямоугольник, выбило 25-амперный автомат.
Затем мой друг решил вырезать с помощью плазмореза красивый мангал из листа стали толщиной не менее 4 мм. Такой мангал очень долго не прогорит (фото 8).
Выводы
Сборка прибора на вид качественная. Малый вес, компактный корпус. Простое управление. Аппарат не имеет дежурной дуги, но легко стартует и не «прилипает» соплом к вырезаемой заготовке. Пользоваться этим агрегатом может даже человек, не имеющий опыта плазменной резки. А основное достоинство в том, что устройство однофазное: воткнул в розетку — и работай.
Технические характеристики
Резка металла с помощью плазмореза

Содержание:
Плазменная резка получила широкое распространение в различных отраслях производства, ведь с ее помощью можно разрезать практически любые токопроводящие металлы: от алюминия и нержавейки до углеродистой стали и титана. Этот метод используют как на крупных предприятиях, так и в небольших частных мастерских. Овладев основными приемами плазменной резки, Вы сможете легко выполнять прямые и фигурные резы, делать проемы и отверстия в металлических заготовках, выравнивать кромки листов и выполнять более сложные работы. Впервые работая с плазморезом, хочется, чтобы результат оправдал ожидания. Но, к сожалению, не у всех начинающих резчиков это получается. Для примера приведем наиболее распространенный случай из практики. Пользователь работает с купленным недавно плазморезом. Но почему-то возникают проблемы: то дуга нестабильная, то пламя гаснет, то аппарат вовсе отключается. Возникает подозрение – некачественный ток в центральной электросети. Пока время уходит на поиск и устранение неполадок, работа стоит. А на самом деле причина может быть в другом. Сколько раз случалось, когда пользователи во всем винили центральную проводку, а на деле оказывалось, что было неправильно выставлено давление воздуха или сила тока. Чтобы такого не случилось, при работе с плазморезом нужно учесть множество нюансов.
Освоить азы технологии плазменной резки не так сложно, главное – детально во всем разобраться. Мы расскажем обо всем по порядку. А начать нужно с вопроса безопасности проведения работ. Ведь от соблюдения правил зависит Ваше здоровье.
Что нужно знать о безопасности?

Сначала перечислим факторы, которые представляют опасность при работе с аппаратом плазменной резки: электрический ток, высокая температура, ультрафиолетовое излучение, раскаленный металл. Чтобы защитить себя, нужно работать в специальной экипировке. Глаза должны быть защищены очками или щитком сварщика (стекла 4 или 5 класса затемнения), руки – перчатками, ноги – штанами из плотной ткани и закрытой обувью. Стоит отметить, что при работе с резаком образуется газ с примесями озона, водорода и частиц металла. Наиболее опасными являются окислы марганца, соединения кремния и хрома, окись титана, которые представляют угрозу не только для легких, но и для других внутренних органов. Чтобы не вдыхать эти вредные пары, нужно обеспечить в помещении хорошую вентиляцию, а на лицо надевать защитную маску.
Что касается электробезопасности, то нужно соблюдать несколько обязательных требований:
Ответственный подход и соблюдение мер безопасности помогут Вам избежать травм, а также снизить риск получения профессиональных заболеваний.
Как подготовить аппарат к работе?
Подробный алгоритм подключения плазмореза к электросети и источнику сжатого воздуха Вы найдете в инструкции, поэтому мы не будем заострять внимание на этом этапе. Лучше обозначим наиболее важные аспекты, которые напрямую влияют на качество выполнения работ.
Аспект 1: Установите аппарат таким образом, чтобы к его корпусу был обеспечен доступ воздуха для охлаждения. Это позволит трудиться продолжительное время и избежать отключений оборудования в связи с перегревом. При этом на него не должны попадать капли расплавленного металла и какие-либо жидкости.
Аспект 2: Позаботьтесь о подаче качественного воздуха от пневмосети или компрессора. Установите влагомаслоотделитель, чтобы частицы масла и воды не попали в резак. В противном случае увеличится износ расходных материалов, а также может прийти в негодность сам плазмотрон. Убедитесь, что давление подаваемого воздуха соответствует параметрам аппарата плазменной резки. При недостаточном давлении дуга будет нестабильна (появятся наплывы и шлак в месте реза), а при избыточном могут прийти в негодность важные рабочие элементы.
Аспект 3: Тщательно подготовьте заготовку перед тем, как ее резать. Если на поверхности есть краска или ржавчина, нужно ее счистить, чтобы при нагреве металла не выделялись ядовитые пары. Кроме того, не рекомендуется резать без предварительной очистки резервуары и емкости, в которых были горючие вещества.
Помните, что правильно проведенные подготовительные работы являются гарантией эффективности использования плазменной резки. Теперь перейдем к рассмотрению самого процесса резки металла.
Как правильно подобрать силу тока?
Чтобы получить ровный и аккуратный рез, без окалины, наплывов и шлака, нужно грамотно выставить на аппарате силу тока, необходимую для разрезания конкретной заготовки. Для этого нужно знать, какая сила тока приходится на расплавление 1 мм материала. Для разных видов металла будет свое значение:

К примеру, для обработки стального листа толщиной 20 мм на аппарате нужно выставить силу тока не менее 80 А, а для работы с алюминиевым листом такой же толщины – 120 А. Но это еще не все, что нужно учесть при работе. Чтобы металл успел расплавиться в месте реза, но при этом не деформировался при тепловом воздействии плазмы, важно подобрать оптимальную скорость ведения резака. Она может быть от 0,2 до 2 м/мин., в зависимости от выставленной силы тока, толщины заготовки и вида металла, Конечно, первое время новичку будет сложно измерить скорость и подобрать наиболее подходящую, это придет с опытом. А на первое время запомните простое правило: ведите горелку так, чтобы искры были видны с обратной стороны разрезаемой заготовки. Если их не видно – металл разрезан не насквозь, скорость большая. Но слишком медленное ведение резака, особенно при высокой силе тока, может стать причиной образования окалины, угасания дуги и ухудшению качества реза.
Как разжигать плазменную дугу?
Прежде чем приступать к резке, нужно сделать продувку резака газом. Для этого нажмите и отпустите кнопку поджига на резаке, плазмотрон перейдет в режим продувки. Выждите не меньше 30 секунд, прежде чем зажигать дугу, за это время из резака должен удалиться конденсат и инородные частицы. После этого можно нажимать на кнопку розжига – появится дежурная или, как ее называют, пилотная дуга. Как правило, пилотная дуга горит не более 2 секунд. Поэтому за это время должна зажечься рабочая дуга. У разных моделей плазморезов это происходит по-разному, в зависимости от типа поджига. Различают:
После зажигания рабочей дуги, пилотная гаснет. Если Вам не удалось с первого раза получить рабочую дугу, то нужно отпустить кнопку на резаке и вновь нажать ее – это будет новый цикл. Дуга может не разжигаться из-за недостаточного давления воздуха в пневмосистеме, неправильной сборки плазмотрона или неполадок в работе электроэлементов. Выключите аппарат, проверьте правильность подключения и давление на входе. Еще раз попробуйте осуществить розжиг.
Также стоит помнить, что в процессе резки рабочая дуга может гаснуть. Это может случиться по причине износа электрода, но чаще всего проблемы возникают при несоблюдении расстояния между резаком и деталью. Естественно, это сказывается на скорости выполнения работ и на качестве реза.
Как поддерживать расстояние между горелкой и металлом?

Бывают аппараты плазменной резки, которые рассчитаны на разрезание металла с упором на сопло, то есть, вплотную к заготовке – соблюдать расстояние не нужно. Но большинство моделей оборудования для этого не предназначено – сопло будет быстро изнашиваться, резак будет отключаться. Для них оптимальным расстоянием между заготовкой и соплом будет 1,6-3 мм. Если превысить его, то дуга будет затухать, придется поджигать ее снова – аккуратного реза не получится. Особенно важно поддерживать одинаковое расстояние при выполнении кропотливых работ, например, фигурной резки. Чтобы удерживать зазор, многие пользователи устанавливают на резак специальную дистанционную направляющую, и опираются ею на заготовку, а не соплом.
Не забывайте, что держать резак нужно таким образом, чтобы сопло было перпендикулярно заготовке. Угол отклонения не должен превышать 10-50 градусов, иначе рез будет неаккуратным. Если Вы режете металлическую заготовку, толщина которой не превышает 25% от максимально допустимой производителем, держите горелку не перпендикулярно поверхности, а под небольшим углом. Так Вы сможете избежать сильной деформации тонкого металла. При этом следите, чтобы расплавленный металл не попадал на сопло резака.
Помните, что сопло и электрод являются оснасткой, которая подвержена наибольшему износу при выполнении работ. Своевременно заменяйте эти элементы, согласно требованиям инструкции. Тогда во время плазменной резки будет обеспечена стабильная дуга, не будет наплывов и шлака на обрабатываемой поверхности – рез будет аккуратным и ровным.
Надеемся, что наша статья была Вам полезна, и эту информацию Вы будете успешно применять на практике. Подробнее о том, как использовать плазменную резку, Вы узнаете из инструкции конкретной модели аппарата. Соблюдая все правила Вы быстро «набьете руку» и будете справляться как с простыми работами, например, нарезкой профиля или металлических листов, так и с более сложными – вырезанием отверстий и различных фигур.
Применение плазменной резки

Вопросы, рассмотренные в материале:
Резка металла сегодня задействована во многих местах: на строительных площадках, в крупных цехах и небольших мастерских. Чаще всего для таких работ применяется обычный автоген. Применение плазменной резки обосновано при увеличенных объемах работ и в тех ситуациях, когда требуется точность и высокое качество. Специальное оборудование для использования этой технологии появилось более 50 лет назад. За последние два десятилетия такие аппараты и установки стали доступны большинству заинтересованных мастеров.
Что такое плазменная резка металла
При таком типе обработки металл нагревается струей плазмы. Этот процесс происходит с помощью специального агрегата – плазмореза. Во время работы между соплом резака и листом металла формируется высокотемпературная электродуга. Однако температуры самой дуги (+5 000 °С) недостаточно для эффективной резки, поэтому в рабочую область плазмореза в дополнение подается газ, способствующий формированию плазмы. В результате работа происходит при температуре до +30 000 °С.

Как происходит резка? Есть два способа применения этой технологии: ручной и автоматизированный.
Плазменная резка в ручном режиме проводится портативными плазморезами, конструкция которых выглядит следующим образом:
Говоря о ручном раскрое с помощью плазмы, мы имеем в виду два основных способа:
Рекомендуем статьи по металлообработке
Применение ручной плазменно-дуговой резки сегодня широко распространено: практически каждое предприятие с цехом металлообработки использует эту технологию. Более того, подобная методика стала основой бизнеса многих частных мастеров. Современные плазмотроны – это достаточно мобильные аппараты, их легко можно переносить на плечевом ремне, работать, держа в руках. С таким устройством может справится один человек.
Применение плазменной резки посредством станков с ЧПУ также находит все более широкое применение. Методика совмещения плазмотрона и возможностей числового программного управления станка позволяет раскраивать металлические детали различных форм: листы, круглые и профильные трубы. Резка происходит на высокой скорости (до 7 м/мин.) и отличается точностью (±0,25–0,35 мм).

Широкое применение получила автоматическая плазменная резка при обработке листового металла. Мощные профессиональные агрегаты способны разрезать с высокой точностью металл толщиной до 70 мм. Резаки, работающие на средней мощности, пробивают до 30 мм металла.
Ряд плазмотронов подразделяют на ручные и механизированные. Остальные аппараты плазменной резки находят применение и в ручных операциях, и при автоматическом раскрое, причем в обоих случаях это может быть один и тот же агрегат.
Станки с ЧПУ обычно гораздо производительнее ручных моделей. Наиболее распространены те, что питаются от сети в 380 V. При этом их мощность находится в пределах от 65 до 125 А.
Применение плазменной резки на станках с ЧПУ позволяет существенно сократить расход металла. Для этого разрабатываются специальные программы. Создаваемые технологами производства карты раскроя представляют собой оцифрованную копию листа металлопроката. Эта цифровая модель учитывает площадь поверхности, ширину реза и позволяет максимально эффективно расположить заготовки. Таким образом достигается наиболее рациональная обработка металлопроката на станке.
Плюсы и минусы применения плазменной резки
Плазморезы сегодня активно используются при проведении строительных работ.
Применение таких агрегатов имеет ряд плюсов.
1. Высокая производительность. Плазмотрон мощнее кислородной горелки. При правильном подборе мощности этого аппарата можно увеличить производительность в 4–10 раз. В данном аспекте плазменный резак уступает лишь промышленной лазерной установке, но это сполна перекрывается его себестоимостью.
С экономической точки зрения плазморез выгоден при работах с металлом толщиной до 60 мм. Более толстые стальные листы целесообразнее раскраивать посредством кислородной резки.
2. Универсальный метод. Применение данной технологии позволяет проводить работы практически с любым видом металлопроката. Один и тот же аппарат при разных выставленных значениях мощности и давления воздуха может обрабатывать сталь, алюминий, титан, чугун, медь и другие металлы. Удобно и то, что для резки не требуется предварительной подготовки поверхности – манипуляции можно проводить на ржавой, окрашенной или грязной.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
3. Высокоточная и качественная резка. Полученные детали отличает ровная, «чистая» кромка без наплывов и перекаливания. Дополнительной обработки практически не требуется, поскольку ширина реза современных аппаратов минимальна. В отличие от использования автогена, нагреваемая при резке зона листа металла в разы меньше. Благодаря этому достигаются минимальные значения тепловой деформации.

4. Безопасность технологии. Применение метода не требует наличия взрывоопасных газовых баллонов.
5. Экономическая выгода. Безусловно, с экономической точки зрения при больших объемах производства применение плазменной резки более оправдано, чем, например, кислородной или механической. В остальных же случаях не стоит забывать о трудоемкости дополнительной обработки вырезанных деталей. Для фигурного реза толстого листа металла возможно применение автогена, но шлифовка краев после такой операции займет немало времени.
Упомянем и недостатки данной технологии. Ключевой из них – относительно небольшая толщина реза. Даже у мощных аппаратов этот показатель не превышает 100 мм. Для сравнения – кислородный метод позволяет пробить сталь или чугун толщиной до 500 мм.
Еще один минус методики – минимальный угол отклонения от перпендикулярного реза. Этот показатель не должен превышать 10–50°. Конкретная цифра зависит от толщины листа металла. Если наклон будет слишком сильный, то увеличится ширина реза и, как следствие, будет быстрее происходить износ расходных материалов.
В отличие от применения штучных электродов, подключить два плазмотрона к одному аппарату практически невозможно. Это обусловлено сложностью конструкции оборудования.
Где чаще всего применяется плазменная резка
Использование технологии плазменной резки становится все популярнее. Если сравнивать этот метод с другими, то можно сделать вывод о том, что плазмотрон позволяет достичь высоких показателей качества при достаточно простой эксплуатации и дешевой ручной установке. Поэтому применение плазменной резки металла в бизнесе разной направленности получает все более широкое распространение:
Ручные установки для плазменной резки сегодня применяются наравне со станками ЧПУ, оснащенными плазмотронами. Изготовленные таким методом элементы становятся частью декора лестниц, перил, ограждений и т. д.

Применение плазменной резки помогает предпринимателям построить бизнес на использовании этой технологии: имея в наличии плазмотрон, можно брать заказы на раскрой металлопроката. Подавляющее большинство металлообрабатывающих предприятий малого и среднего объема имеют в своем арсенале эту технологию.
Плазменная резка при обработке различных металлов
Широкое применение установок плазменной резки обусловлено особенностями данной технологии. Немаловажное значение имеет и экономическая выгода метода. Большим плюсом является возможность раскраивать различные типы металлов при помощи одного и того же аппарата. Кроме того, плазмотроны справляются с широким диапазоном толщины листов.
Производительность оборудования для плазменной резки в разы выше этого же показателя у газопламенных аппаратов, особенно при обработке тонких листов и металла средней толщины. Благодаря этому скорость работы на плазмотроне выше, чем при использовании газовой резки кислородом.
Применение плазменной резки подразумевает использование активных или неактивных газов в зависимости от параметров металлопроката – его толщины и типа металла:
После подключения баллона с соответствующим плазмообразующим газом необходимо провести настройку технических характеристик плазмотрона:
Применение плазменной резки оправдано для изготовления элементов сложной конструкции, проделывания ровных отверстий. С помощью этого метода вырезают детали, которым не потребуется дополнительной обработки механическим способом. Плазменной резкой пользуются при подготовке кромок под сварку, для разрезания труб и различных профилей.
Применение станков для плазменной резки позволяет решить задачи изготовления деталей с любой формой сечения, объемных элементов (прибылей, отливок и др.). Эта технология допускает использование разных типов реза: разделительного, копьевого, поверхностного, под водой, а также плазменного пресса. Применение плазменной резки позволяет проводить финишную обработку для литья, плавку, прожигание отверстий, нанесение узора, нагрев металла, плавление, разрезание и последующую сварку, обточку и строжку, наплавку, а также закалку изделий и т. д.
Оборудование для плазменной резки заменяет собой многие инструменты: болгарки, ножовочное полотно, паяльную лампу, термофен, токарный резец, газовую горелку, лазерный резак, сварочный инвертор и др.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.