Ультразвуковой контроль сварных соединений (УЗК)
Содержание:
Для обеспечения безопасной эксплуатации сварных металлоконструкций необходимо регулярно проводить контроль качества стыковых соединений. Существуют разные методы проверок надежность и прочности стыков, среди которых наиболее эффективным и точным считается ультразвуковой контроль сварных швов.

Что являет собой УЗК сварочных стыков
Данной технологией диагностируются сварные соединения разных типов. Действенной методика является для обнаружения шлаковых вкраплений в металле, выявления воздушных пустот, присутствия неметаллических элементов и химически неоднородного состава.
Сущность УЗК технологии
Контроль сварных соединений УЗК основан на излучении ультразвуковых волн акустического типа, которые при прохождении однородной среды не изменяют прямолинейной траектории.
Принцип технологии построен на способности высокочастотных колебаний (выше 20 кГц) проникать в металл, не нарушая его структуры, и отражаться от поверхности пустот, царапин, неровностей или инородных включений. Созданная искусственно волна проникает внутрь проверяемого сварочного стыка и если в нем имеет место дефект, то она отклоняется от своего естественного направления при его обнаружении.
Все отклонения отражаются на экранах специальных приборов. Сигнал на монитор передается с помощью усилителя. Он способствует построению схемы, по которой оператор может увидеть все дефекты и особенности стыковых соединений. Размер дефектного образования устанавливается по амплитуде отраженного импульса, расстояние до него определяется по времени распространения акустической волны.
Свойства и получение ультразвуковых колебаний
Практически все приборы, которыми осуществляется ультразвуковая дефектоскопия сварных швов устроены по аналогичному принципу. Состоящая из титана бария или кварца пластина является основным рабочим элементом устройства. В призматической головке, которая отвечает за поиск дефектов, расположен пьезодатчик прибора.
Головка (щуп) размещается вдоль соединений и медленно перемещается посредством возвратно-поступательных движений. К пластине подается высокочастотный ток в пределах 0,8-2,5 Мгц и в результате она перпендикулярно своей длине начинает излучение волн.
Исходящие волны воспринимаются другой принимающей пластиной, где они преобразуются в электрический переменный ток, который мгновенно отклоняет волну на мониторе осциллографа.
Датчик отправляет разные по длительности переменные импульсы колебаний, разделяя их на паузы с большей продолжительностью от 1 до 5 мкс. Такой процесс позволяет безошибочно провести контроль УЗК сварных швов, определить наличие дефектов, их тип и глубину залегания.
Виды ультразвуковой дефектоскопии
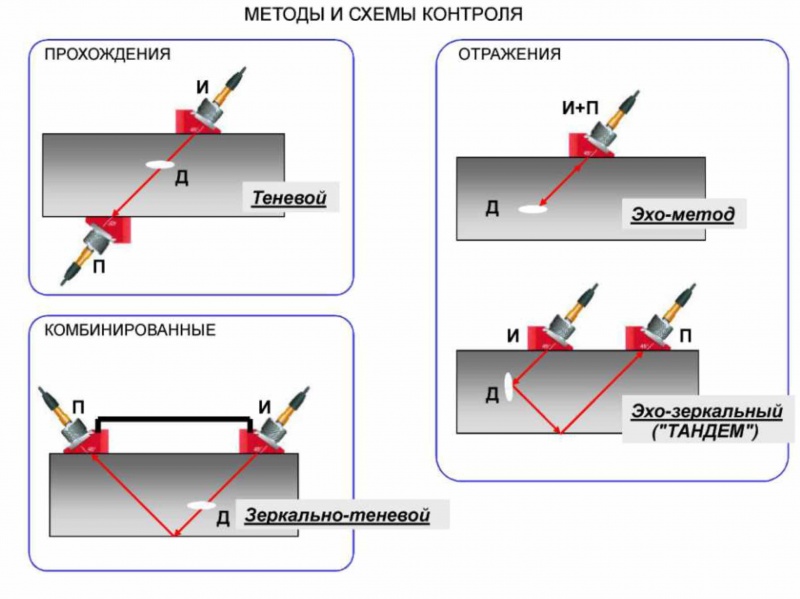
Ультразвуковой метод контроля сварных соединений регламентирован ГОСТом 23829-79 и проводится несколькими способами:
В большинстве случаев ультразвуковой контроль качества сварных соединений проводится эхо-импульсным и теневым методами основанных на отражении акустической волны от дефекта.
Порядок проведения УЗК
Существует определенный стандарт, согласно которого должен проводится ультразвуковой контроль сварных соединений трубопроводов или других металлоконструкций. Порядок выполнения контрольных операций следующий:
Часто колебания отражения волн воспринимают за дефекты, поэтому этот момент необходимо тщательно проверить. Если действительно имеет место повреждение, то оно фиксируется с обозначением места локализации.
Проверка сварных швов ультразвуком должна осуществляться согласно установленных ГОСТом требований. Если с точностью определить характер дефекта с помощью УКЗ не получается, то в таких случаях проводят более детальные проверки с применением гамма-дефектоскопии или рентгенодефектоскопии.
Рамки применения метода УЗК
Проведение ультразвукового контроля сварных соединений обеспечивает достаточно точные результаты и при соблюдении технологии способен предоставить исчерпывающую информацию в отношении любых дефектов. Но здесь следует понимать, что существуют определенные границы применения методики.
Дефекты, которые можно обнаружить методикой УЗК следующие:
УЗК сварных соединений осуществлять можно на конструкциях из легированной и аустенитной стали, меди, чугуна и металлов, которые ультразвук проводят плохо.
Геометрические параметры проведения УЗ-дефектоскопии:
Что касается видов соединений, то сварка под УЗК предполагает выполнение продольных, плоских, сварных, кольцевых, тавровых стыков. Также применяют методику для сварных труб.
Области использования дефектоскопии
Ультразвуковая проверка сварных швов активно применяется в промышленной, строительной и других сферах. Чаще всего контроль ультразвуком применяют:
Применять УЗК можно как в лабораторных, так и в полевых условиях при нахождении стыков на высоте, в замкнутых пространствах и труднодоступных местах.
Преимущества и недостатки методики
Ультразвуковой контроль сварных швов трубопроводов иди других типов металлоизделий обладает рядом преимущественных особенностей:
К недостаткам контроля сварочных швов ультразвуковым методом относят некоторые трудности при проверке металлов с крупнозернистой структурой, возникающие вследствие сильного затухания и рассеивания волн. Также в числе минусов отмечают необходимость предварительно перед установкой дефектоскопов очистить и подготовить поверхность шва и некую ограниченность информации, выдаваемой прибором об обнаруженном дефекте.
Интересное видео
Ультразвуковой контроль сварных швов, и как он проводится
Для обеспечения безопасных условий эксплуатации различных объектов со сварными соединениями все швы необходимо подвергать регулярной проверке. Вне зависимости от их новизны или давнего срока эксплуатации металлические соединения проверяются различными методами дефектоскопии. Наиболее действенным методом является УЗД — ультразвуковая диагностика, которая превосходит по точности полученных результатов рентгенодефектоскопию, гамма-дефектоскопию, радио-дефектоскопию и др.
Это далеко не новый (впервые УЗК проведен в 1930 году) метод, но является очень популярным и используется практически повсеместно. Это обусловлено тем, что наличие даже небольших дефектов сварочных соединений приводит к неизбежной утрате физических свойств, таких как прочность, а со временем к разрушению соединения и непригодности всей конструкции.
Теория акустической технологии
Ультразвуковая волна при УЗД не воспринимается ухом человека, но она является основой для многих диагностических методов. Не только дефектоскопия, но и другие диагностические отрасли используют различные методики на основе проникновения и отражения ультразвуковых волн. Особенно они важны для тех отраслей, в которых основным является требование о недопустимости нанесения вреда исследуемому объекту в процессе диагностики (например, в диагностической медицине). Таким образом, ультразвуковой метод контроля сварных швов относиться к неразрушающим методам контроля качества и выявления места локализации тех или иных дефектов (ГОСТ 14782-86).
Качество проведения УЗК зависит от многих факторов, таких как чувствительность приборов, настройка и калибровка аппарата, выбор более подходящего метода проведения диагностики, от опыта оператора и других. Контроль швов на пригодность (ГОСТ 14782-86) и допуск объекта к эксплуатации не возможен без определения качества всех видов соединений и устранения даже мельчайшего дефекта.
Определение
Ультразвуковой контроль сварных швов — это неразрушающий целостности сварочных соединений метод контроля и поиска скрытых и внутренних механических дефектов не допустимой величины и химических отклонений от заданной нормы. Методом ультразвуковой дефектоскопии (УЗД) проводится диагностика разных сварных соединений. УЗК является действенным при выявлении воздушных пустот, химически не однородного состава (шлаковые вложения в металле) и выявления присутствия не металлических элементов.
Принцип работы
Ультразвуковая технология испытания основана на способности высокочастотных колебаний (около 20 000 Гц) проникать в металл и отражаться от поверхности царапин, пустот и других неровностей. Искусственно созданная, направленная диагностическая волна проникает в проверяемое соединение и в случае обнаружения дефекта отклоняется от своего нормального распространения. Оператор УЗД видит это отклонение на экранах приборов и по определенным показаниям данных может дать характеристику выявленному дефекту. Например:
На сегодняшний день в промышленности применяют пять основных методов проведения УЗК (ГОСТ 23829 — 79), которые отличаются между собой только способом регистрации и оценки данных:
Откуда колебания волны?
Практически все приборы для диагностики методом ультразвуковых волн устроены по схожему принципу. Основным рабочим элементом является пластина пьезодатчика из кварца или титанита бария. Сам пьезодатчик прибора для УЗД расположен в призматической искательной головке (в щупе). Щуп располагают вдоль швов и медленно перемещают, сообщая возвратно-поступательное движение. В это время к пластине подводится высокочастотный ток (0,8—2,5 Мгц), вследствие чего она начинает излучать пучки ультразвуковых колебаний перпендикулярно своей длине.
Отраженные волны воспринимаются такой же пластиной (другим принимающим щупом), которая преобразует их в переменный электрический ток и он сразу отклоняет волну на экране осциллографа (возникает промежуточный пик). При УЗК датчик посылает переменные короткие импульсы упругих колебаний разной длительности (настраиваемая величина, мкс) разделяя их более продолжительными паузами (1—5 мкс). Это позволяет определить и наличие дефекта, и глубину его залегания.
Процедура проведения дефектоскопии
Иногда для определения более точного характера дефекта характеристики от УЗД не хватает и требуется применить более развернутые исследования, воспользовавшись рентгенодефектоскопией или гамма-дефектоскопией.
Рамки применения данной методики при выявлении дефектов
Контроль сварочных швов, основанный на УЗД довольно четкий. И при правильно проведенной методике испытания шва дает полностью исчерпывающий ответ по поводу имеющегося дефекта. Но рамки применения УЗК так же имеет.
С помощью проведения УЗК возможно выявить следующие дефекты:
Подобную УЗД возможно осуществить в следующих металлах:
УЗД проводится в геометрических рамках:
Проверки подвергаются следующие виды швов:
Пескоструйная очистка поможет избавиться от многих загрязнений металла. Подробнее об этом читайте здесь.
Основные области использования данной методики
Не только в промышленных отраслях используют ультразвуковой метод контроля целостности швов. Данную услугу — УЗД заказывают и в частном порядке при строительстве или реконструкции домов.
УЗК чаще всего применяется:
Ультразвуковой контроль сварных соединений
Швы в конструкциях со сварными соединениями должны постоянно подвергаться контролю. И это не зависит от того, когда соединение было сделано. Для этого используются различные методы, один из которых – ультразвуковая дефектоскопия (УЗД). Она по точности проведенных исследований превосходит и рентгеноскопию, и радио-дефектоскопию, и гамма-дефектоскопию.
Необходимо отметить, что эта методика не нова. Ее используют с тридцатых годов прошлого столетия, и сегодня ультразвуковой контроль сварных соединений популярен, потому что с его помощью можно выявить мельчайшие дефекты внутри сварочного шва. И, как показывает практика, именно скрытые дефекты являются основными серьезными причинами ненадежности свариваемой конструкции.

Теория технологии
 Технология ультразвуковой дефектоскопии. (Слева отсутствие дефекта, справа дефет)
Технология ультразвуковой дефектоскопии. (Слева отсутствие дефекта, справа дефет)
В основе ультразвуковых колебания лежат обычные акустические волны, которые имеют частоту колебания выше 20 кГц. Человек их не слышит. Проникая внутрь металла, волны попадают между его частицами, которые находятся в равновесии, то есть, колеблются в одной фазе. Расстояние между ними равно длине ультразвуковой волны. Этот показатель зависит от скорости прохождения через металлический шов и частоты самих колебаний. Зависимость определяется по формуле:
Скорость же зависит от плотности материала. К примеру, в продольном направлении ультразвуковые волны двигаются быстрее, чем в поперечном. То есть, если на пути волны попадаются пустоты (другая среда), то изменяется и ее скорость. При этом, встречая на своем пути различные дефекты, происходит отражение волн от стенок раковин, трещин и пустот. А соответственно и отклонение от направленного потока. Изменение движения оператор видит на мониторе УЗК прибора, и по определенным характеристикам определяет, какой дефект встал на пути движения акустических волн.
К примеру, обращается внимание на амплитуду отраженной волны, тем самым определяется размер дефекта в сварочном шве. Или по времени распространения ультразвуковой волны в металле, что определяет расстояние до дефекта.
Виды ультразвукового контроля
В настоящее время в промышленности применяются несколько способов ультразвуковой дефектоскопии сварных швов. Рассмотрим каждый из них.
Вот такие методы ультразвукового контроля сегодня используются для определения качества сварных соединений. Необходимо отметить, что чаще всего специалисты используют эхо-импульсный и теневой метод. Остальные реже. Оба вариант в основном используются в ультразвуковом контроле тру.
Как проводится ультразвуковая дефектоскопия
Все выше описанные технологии относятся к категории ультразвуковых методов неразрущающего контроля. Они удобны и просты в исполнении. Рассмотрим, как теневой метод используется на практике. Все действия проводятся по ГОСТ.
Внимание! Контроль качества сварных угловых соединений (тавровых) производится только эхо-импульсным способом, теневой метод здесь не подойдет.
Параметры оценки результатов
Чувствительность прибора – основной фактор качества проводимых работ. Как с его помощью можно распознать параметры дефекта.
Во-первых, определяется количество изъянов. Даже при самых близких друг к другу расстояниях эхо-метод может определить: один дефект в сварочном шве или два (несколько). Их оценка производится по следующим критериям:
Протяженность волны и ширину изъяна можно определить путем перемещения излучателя вдоль сварочного соединения. Высоту трещины или раковины можно узнать, исходя из разницы временных интервалов между отраженной волной и излученной раньше. Форма же дефекта определяется специальной методикой. В основе ее лежит форма отраженного сигнала, появляющаяся на мониторе.
Метод ультразвуковой дефектоскопии сложный, поэтому качество полученных результатов зависит от квалификации оператора и соответствия полученных показателей, которые регламентирует ГОСТ.
Достоинства и недостатки ультразвукового контроля труб
К достоинствам метода для контроля сварных швов можно отнести следующие критерии.
Недостатки тоже есть.
Проконтролированный шов – это гарантия, что сварная конструкция находится под надзором. Исследования подтверждают его качественно состояние. То есть, оно низкое или достаточное, чтобы объект был принят в эксплуатацию или продолжал эксплуатироваться. Поэтому существуют определенные нормативы, касающиеся временного периода проведения проверок. Их необходимо строго соблюдать.
Методика ультразвукового контроля сварных соединений
Метод ультразвуковой дефектоскопии сварных швов применяется с 1930 года. С тех пор разработаны различные способы эхолокации. Они выявляют нарушение целостности диффузного слоя, соответствие наплавки основному металлу по химическому составу, выявляются шлаковые включения, оксидные примеси. Процедура УЗД (ультразвуковой диагностики) по точности результатов сопоставима с рентгеном, радиолокацией. Прибором выявляют самые мелкие дефекты, снижающие прочность соединений.
Среди неразрушающих методов контроля швов ультразвуковой стал самым доступным и эффективным, поставлен на поток. Результаты проверки работы сварщика заносятся в специальный журнал. Область применения ультразвукового контроля сварных соединений ограничена только геометрическими параметрами свариваемых деталей. Диагностируют швы трубопроводов, сосудов высокого давления, металлоконструкций, испытывающих большую нагрузку.

Теория УЗК сварных швов
Физическая основа метода ультразвукового контроля сварных швов основана на способности ультразвука отражаться от границы раздела сред. Ультразвук – упругие механические колебания, получаемые различными методами. Они находятся за пределами слышимости. Вредного воздействия на уши оператора-контролера излучатели не оказывают.
Ультразвуковая диагностика проводится в диапазоне от 20 кГц до 500 МГц. В однородной среде направленные волны распространяются с одинаковой скоростью. На фазовом переходе отражаются или преломляются подобно световому лучу. Скорость продольной волны во всех твердых средах почти в два раза превышает скорость поперечной.
Чувствительность у приборов разная, зависит от конструктивных особенностей. Но по сути волны способны отражаться от дефектов, которые равны длине волны или превосходят ее по размеру. Ультразвуком можно определить мелкие дефекты сварных соединений: несплошности, раковины, включения шлака или нерастворимые соединения, крупные зерна, повышающие хрупкость металла.
Преимущества и недостатки ультразвуковой дефектоскопии
Сначала о достоинствах:
Недостатки связаны с необходимостью подготовки специалистов, ограничениями. Ультразвук затухает в крупнозернистых металлах. Необходимо использовать преобразователи с определенным радиусом кривизны подошвы.
Виды УЗК сварочных швов
Стыки прозвучивают по различной методике:
Направление луча в ультразвуковом методе контроля сварных соединений подбирают по нормали, на которой дефекты особенно опасны.
Основные способы локации:
На практике чаще используют первый и третий методы. Неразрушающий контроль с использованием ультразвука выявляет брак, провоцирующий разгерметизацию сварных изделий. Считается эффективным способом профилактики аварийных ситуаций.
Область и возможности применения методики УЗК
Проверка проводится на соединениях цветных металлов, чугуне, углеродистой и легированной стали. С помощью диагностики УЗК сварных швов выявляют:
УЗК-контролю сварных соединений подвергают различные конструкционные элементы:
В инструкциях по ультразвуковому контролю сварных соединений указаны ограничения диагностики, связанные со способностью ультразвука рассеиваться при прохождении через металлическую решетку.
Геометрический диапазон контроля:
Методика применяется в строительной отрасли, автомобильной промышленности, на предприятиях, где есть сосуды высокого давления, котлы, технологические трубопроводы.
Устройство и принцип работы ультразвукового дефектоскопа
У всех приборов есть генератор, излучатель и приемник ультразвука, усилитель сигнала. Устройства различаются по типу генераторов. Чаще используются пьезоэлементы. Ультразвуковой датчик посылает сигналы импульсно, с паузами до пяти микросекунд. Длительность настраивают в зависимости от плотности металла, структурных особенностей изыскиваемых дефектов. По отражению делается качественная и количественная оценка: выявляется дефект, глубина его образования, размеры.
Излучатель находится в подвижном щупе, он двигается вдоль и поперек исследуемых швов.
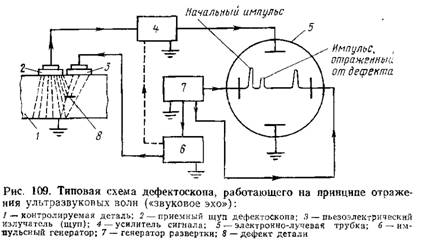
Точность диагностики зависит от чувствительности приемника, улавливающего прошедшую или отраженную волну. На границе сред волна меняет направление, оператор должен это учитывать. Проще определяются теневые участки – места, где волна отражается. Звуковой сигнал преобразуется в электрический, картинка выводится на осциллограф. Отраженная волна показывает пик, постоянная – прямую линию.
Проверка сварных швов ультразвуком
Технология проверки регламентирована ГОСТ Р 55724-2013. Операторам-контролерам выдают удостоверения. Перед проверкой им проводят инструктаж по ТБ. Проверять приходится соединения, расположенные в труднодоступных местах. Прибор обязательно заземляется. Оценка результатов проводится по нескольким критериям. В журнал ультразвукового контроля качества заносятся следующие данные:
Для диагностики проводится зачистка исследуемой области (валик плюс область термовлияния). Для лучшей проходимости ультразвука на поверхности создают маслянистую пленку. Прибор настраивают по стандарту. Поиск отраженного или пропускаемого сигнала проходит на максимальной амплитуде. В зависимости от важности соединения контроль проводится за один или два прохода.
Всё что нужно знать про ультразвуковой контроль (УЗК) в одной статье
Если Вам необходимо разобраться с ультразвуковым контролем (УЗК), узнать основные способы выполнения и область его применения то все это вы найдете в этой статье. Вас ждет подробное описание простыми словами этого способа неразрушающего контроля.
Что такое УЗК сварочных стыков
Ультразвуковой контроль (УЗК) или ультразвуковая дефектоскопия — это метод неразрушающего контроля. Детали и материалы, подвергаемые ему, не получают повреждений. Его применяют во многих сферах и отраслях в промышленности, в медицине и т. д.
Данный метод активно применяется при контроле сварных швов таких как: стыковые, угловые, нахлестрочные и тавровые с конструктивным проваром (это те швы у которых после сварки не останется внутри непроваренного участка).

На рисунке для примера приведен тавровый шов с конструктивным проваром Т8 по ГОСТ 5264)
Методика основан на применении ультразвука (звуковой волны с частотой свыше порога слышимости более 20 кГц, для контроля используются частоты от 180 кГц – 10 МГц, а иногда и до 100 МГц).
При контроле ультразвуком используются 2 основных принципа:
На основе этих 2 принципов и проводится контроль сварных соединений, металла при входном контроле, и различного оборудования, которое уже длительное время отработало и нужно оценить его остаточный ресурс.
Для чего проводят ультразвуковой контроль
Данным методом неразрушающего контроля возможно:
Данным методом проводит диагностирование оборудование как действующего, так и нового (перед вводом в эксплуатацию), а также контролируется качество сварки после её выполнения.
При выполнении контроля в некоторых случаях даже не требуется опорожнение сосудов и трубопроводов (удаление среды), что делать данную методику очень востребованный.
Применяемое оборудование
При УЗК используется следующее оборудование:
Дефектоскопы применяемые в настоящее время имеет небольшие размеры их удобно использовать и не сложно переносить. В зависимости от производителя различается и функционал дефектоскопов от самых простейших с монохромными дисплеями типа УД-2-70 до самых компактных и передовых с цветными дисплеями и программным управлением.
Пьезоэлектронные преобразователи (или сокращённо ПЭПы) различаются по частотам, углам ввода, способам излучения и так далее.
Для контроля сварных швов используются следующие типы:

Совмещённые преобразователи – имеет только один пьезоэлемент который является и излучателем, и приёмником одновременно.
Раздельно-совмещённые преобразователи имеют уже 2 пьезоэлемента один из которых является источником волн, а другой приёмником. Данные преобразователи обеспечивают более точное определение дефекта. Ими можно контролировать под поверхностные дефекты и проводить контроль поверхности с высокой шероховатостью.
Виды ультразвуковой дефектоскопии
Сейчас существует и применяется порядка 16 методов ультразвукового контроля, но на практике из этого числа как правило применяется только 7 методов. О них и поговорим поподробнее.
Сущность метода
Эхо-методом (в некоторых источниках – эхо-импульсный). Это самый применяемый метод УЗК и чаще всего он применяется для проверки сварочных швов. Принцип метода, следующий: звуковая волна, проходя через контролируемое изделие отражается от поверхности дефекта (если он есть) или от поверхности дна (если дефектов нет). При обнаружении дефекта прибор фиксирует это сигналом на дисплее. Для применения данного способа достаточно доступа только с одной стороны и в некоторых случаях не нужно разбирать оборудование.

Контролировать сварные швы можно без снятия усиления используя наклонные ПЭПы. Для проведения контроля потребуется зачистка шва на расстояние 100 мм в оба направления, шероховатость должна быть не выше Ra 3.2. Также потребуется нанести контактную жидкость (гель, глицерин, минеральное масло и т.д.)
Эхо-зеркальный метод. Для его реализации используется 2 ПЭПа один – трансмиттер, излучающий звуковые волны. Второй – ресивер, приемник отраженных волн от дефекта или донной поверхности. Располагаются они с одной стороны контролируемой детали и перемещаются совместно.

Данный метод применяется для выявления вертикально расположенных дефектов, чаще всего непроваров, несплавлений и трещин расположенных в корне шва.
Дельта метод. Принцип метода, следующий: излучатель вводит в изделие звуковые волны, которые рассеиваются и превращаются на краях дефекта в продольную волну, которую фиксирует ресивер продольных волн. Для контроля достаточно доступа с одной стороны. Данный метод является сложным в применении из-за необходимости чрезвычайно точной настройки дефектоскопа. Также предъявляются высокие требования к компетенции дефектоскописта. Данный способ активно применяется там, где предполагается наличие вертикально ориентированных дефектов.
Зеркально теневой метод основан на том, что производится измерение снижения силы сигнала от дефекта. При контроле сигнал дважды проходит сечение объекта.

Данный метод часто используют вместе с эхо-методом для дополнительного контроля.
Теневой (в некоторой литературе амплитудно-теневой) – данный метод основывается на снижении амплитуды звуковой волны после прохождения через дефект. Для него требуется двухсторонний доступ. Излучатель устанавливают с одной стороны, а приемник с другой и проводят прозвучивание. Важной особенностью является то, что нельзя определить глубину нахождения дефекта. Используют его для контроля листовых конструкций.
Ревербационно-сквозной метод используется для контроля в полимерных, многослойных материалах и композитах. Датчики располагаются с одной стороны объекта контроля, звуковая волна, пропускаемая через тело объекта, совершает несколько отражений от донных поверхностей.
Акустико-эмиссионный метод. Этот способ применяется там, где нужно выявить дефекты на ранней стадии их образование. Метод основан на способности изучать звуковые волны низкой частоты в процессе возникновение дефектов таких как: трещин и структурных перестроения.
На контролируемые изделия устанавливаются множество датчиков, которые фиксируют данные волны и передают их на усилители. Далее сигнал попадает в блок информационной обработки, в котором отфильтровываются посторонние шумы. Полученное значение выводится на дисплей.
Ниже приведем схему проведения акустико-эмиссионного контроля.

Данный способ чаще всего применяется на объектах химической и нефтехимической промышленности: резервуарах, ёмкостях и трубопроводах.
Свойства ультразвуковой волны
Звуковая волна как вид механического колебания обладают следующими свойствами:

При ультразвуковом контроле также учитывается типа волн:





Углы направления
При проведении УЗК используются ПЭПы (пьезоэлектронные преобразователи). Они же в свою очередь отличаются по углу ввода волны в контролируемые материалы на:
Прямые—создают и получают ультразвуковые волны под прямым углом к поверхности контроля.

Наклонные преобразователи – создают и получают ультразвуковой волны под различными углами отличными от нормали к поверхности. Чаще всего на практике применяются ПЭПы с углами ввода 50, 65 и 70 градусов.

Какие дефекты можно выявить
При контроле можно выявить следующий дефекты:
Перечислены лишь основные дефекты. с помощью ультразвука можно выявить и другие несплошности, а также их расположение и размеры.
Область применения – где применяется ультразвуковой контроль
Ультразвуковой контроль весьма универсальный метод и обладает очень широкой областью применения. С его помощью можно контролировать как металлические, так и неметаллические изделия такие как: керамика, полимеры, стекло. Ограничением является лишь контроль пористых материалов, в которых происходит сильное затухание волн. Также весьма затруднительно использование данного метода при контроле изделий со сложной конфигурацией (резьбовые соединения) и контроль на малых толщинах.
УЗД (ультразвуковая дефектоскопия) применяется при контроле сварных швов и основного металла при техническом диагностировании, строительстве, реконструкциях в процессе эксплуатации и при монтаже. Применяется на таких объектах как :
Преимущества и недостатки методики
Преимуществами методы являются:
Как у медали 2 стороны, так и у данного метода есть своя 2 сторона – недостатки.
К недостаткам метода относятся:
Порядок проведения УЗК
Рассмотрим порядок проведения ультразвуковой дефектоскопии на примере контроля сварных швов. Перед контролем должны быть завершены все работы на данном оборудовании.
Перед началом необходимо зачистить зону вдоль сварочного шва на расстояние Д которая рассчитывается по формуле Д= Lмах+30 мм; где L – длина зоны перемещения ПЭПа (как правило 120 – 150 мм).
Зачистку для проката можно не производить, а убрать только брызги металла и коррозию глубина которой более 1 мм. Все забоины, вмятины и неровности должны быть устранены. Зачистку производит с помощью металлических щеток, напильников, также с помощью шлифовальные машинки с применением абразивных кругов.
Шероховатость подготовленной поверхности должна быть не выше Rz40 а температура при которой будет производиться контроль должна быть в пределах от минус 30 до плюс 30 градусов.
Далее для создания акустического контакта на поверхность наносится контактная жидкость (глицерин, минеральные трансмиссионные и машинные масла, специализированные жидкости и гели).
После производится настройка дефектоскопа на стандартных образцах СО-2 и СО-3, а чувствительность устанавливается по искусственно выполненному отражателю (дефекту) на стандартном образце предприятия – СОПе. Конструкции СОПов с искусственными отражателями приведены ниже.


СОП «плоскодонка» – в котором выполнено отверстие с плоским дном, для настройки ПЭПа хордового типа.
Проверку исправности ПЭПов производят на стандартных образцах предприятия СО-2 и СО-3. СО-3 используют для определения точки выхода и стрелы.

С помощью СО— 2 определяют угол ввода.


На стандартном образце предприятия (СОПе) выполнен максимально допустимый дефект для данного объекта контроля при заданный толщине. По нему производится настройка чувствительности дефектоскопа. Сначала производится настройка сигнала, получаемого однократно отраженным лучом, а после настраивается сигнал, получаемый при контроле прямым лучом. Самые часто применяемый способы контроля прямым и однократно отраженным лучом.
Далее производится прозвучивание самого объекта. Преобразователь располагают перпендикулярно сварочному шву и плавно перемещают, удаляя и приближая совершая как бы возвратно-поступательные движения. В процессе совершения перемещений преобразователь поворачивают на угол от 10 до 15 градусов вправо влево. Шаг перемещения должен быть не более 5-6 мм.

В процессе сканирования дефектоскопист отслеживает получаемые сигналы на дисплее дефектоскопа и в случай брака отмечает место на изделии маркером или мелом.
Ниже можете ознакомиться со схемами прозвучивания различных сварочных соединений.

Параметры оценки результатов
Расшифровка результатов, полученных ультразвуковым методам контроля при прозвучивании сварных соединений, является одним из важных этапов работы.
При обнаружении дефекта измеряют:
Результаты заносятся в журнал контроля, а также в заключение или протокол. В журнале контроля указывают:
Выявленные дефекты при контроле описываются с помощью буквенно-цифирного обозначения. Для обозначения дефектов следует использовать ГОСТ 14782.

Обучение и аттестация специалистов
Обучение и аттестацию специалистов по ультразвуковой дефектоскопии проводит в специальных аттестованных организациях. Существует 3 уровня квалификации у дефектоскопистов.
I уровень присваивается новичкам работа которых будет проводиться под наблюдением специалиста со II или III уровнем. Специалист первым уровнем не может самостоятельно выбрать методику контроля, проводить оценку результатов, подбирать технологию и режим.
Дефектоскопист II уровня могут самостоятельно проводить и руководить работами. Принимать решение по выбору способа контроля, методик, технологий, также проводить оценку результатов контроля. Они могут разрабатывать технологические карты и утверждать их.
Дефектоскописты с III уровнем могут руководить работой дефектоскопистов с I и II уровнем, проводит обучение и аттестацию.
УЗК сварных швов трубопроводов
Зачастую УЗК сварных швов трубопроводов проводят лишь с одной стороны. При этом используются ПЭПы наклонные и прямые. В зависимости от толщины стенки ПЭПы подбираются по частоте.
Ниже в таблице приведены критерии выбора преобразователя.

Если контролируются трубопроводы диаметром от 10 до 530 мм с небольшой толщиной стенки (до 8-9 мм), лучше использовать хордовый раздельно-совмещённые преобразователи. Это увеличит скорость контроля и точность полученных результатов.
Критерии выбора преобразователя в зависимости от диаметра трубопровода и толщины стенки приведены ниже в таблице.