Craft Janser
Инструмент магазин

Инструкция по сварке пластика


Таблица на корпусе аппаратов Leister Triac S ( Лястер Триак С ), Leister Triac AT ( Лястер Триак АТ), показывает нам возможности аппарата при использовании разных видов насадок и температуры.
Ошибки при сварки пластика.
В таблице представлены основные ошибки при сварке пластика.
Аппарат был не прогрет, процесс не завершен до конца, о чем говорит недоваренный шов.
Слишком сильно давили на сварной пруток. В конце сварки слишком много остаточного прутка. Может понадобиться шлифовка.
Температура сварки была слишком велика, об этом нам говорят сильно оплавленные края шва. Перегретый пластик становится хрупким.

Причина ошибок.
Плохое проникновения прутка в шов/плохая адгезия.
— Плохая подготовка шва для сварки.
— Слишком большая скорость сварки/ температура слишком мала.
— Сварка происходит не соответствующими материалами.
— Нужно больше практики.
Причины ошибок и их устранение
Неравномерная толщина сварки
— Растягивается сварной шнур ( может быть из-за слишком высокой температуры и неравномерной сварки: аппарат нужно вести плавно, без рывков)
— Неравномерное давление при сварке.
Обугленный сварной шнур
— Скорость сварки слишком мала
— Температура сварки слишком велика
Деформация поверхности
— Ремонтируемая деталь перегрета
— Пластик находился в напряжении
— Плохая подготовка шва для сварки
Сварка/шлифовка
Хорошо сваренный шов слегка поднимается над поверхностью детали, мягкий, ровный наплыв и вплавленный сварной шнур на всем протяжении сварки детали. Шлифовка детали должна происходить только после того как сварной шов остыл, теплый пластик быстро засоряет абразивный материал.
Помните, что пластик – мягкий материал и хорошо поддается шлифовке. Первоначальная шлифовка начинается с зерна 120, далее 180 и завершить зерном 320, возможно использование более мелкой шкурки для финишной шлифовки. Всегда используйте новый абразивный материал. Шлифовать следует с отступом 7 – 10 см вокруг сварного шва, для того чтобы впоследствии подготовить место для покраски. Будьте внимательны при шлифовке, чтобы не «снять» слишком много материала.

Существует множество технологи для правильно покраски пластиковых деталей. В некоторых случаях нужно обращаться к производителю для уточнения.
Подготовка поверхность осуществляется абразивом с наименьшим зерном и впоследствии место покраски должно быть обработано специальным веществом, чтобы повысить сцепление краски с окрашиваемой поверхностью. Очищающие вещества, должны соответствовать схеме покраски, которую Вы выбрали.
Затем отремонтированная деталь должна быть перекрашена, чтобы скрыть следы ремонта.
Законченная деталь должна обладать теми же эксплуатационными свойствами как у новой детали.

Правильный процесс сварки – мягкий шнур проходит сквозь насадку и затягивает за собой еще не прогретый шнур. Шнур вплавляется в шов, оставляя по краям небольшие наплывы. Не сваривайте слишком быстро – не будет образование наплывов, а соответственно адгезия будет слабой. Не сваривайте слишком медленно, есть риск перегреть материал и свариваемую деталь. Помните, перегретый пластик становится хрупким. По окончанию сварки, даже если остался еще неиспользованный шнур, пропустите его быстро через насадку. После того как сварной шов остыл, срежьте остаток шнура как можно ближе к шву. Успешно произведенная сварка выглядит как равномерно вплавленный шнур с хорошо видимыми небольшими наплывами по краям, что подтверждает хорошее сцепление между пластиками.
В процессе сварки могут быть выявлены другие повреждения того же характера. Их нужно также подготовить к сварке, а затем сварить.
Если сварка прошла успешно, укрепляющая сварка может производить непосредственно поверх произведенной, подготовка должна быть такая же, как и при первичной сварке.
Таблица соответствия видов пластика и температурных режимов
(температура выставляется по таблице на корпусе аппарата и показаниях на переключателе )
Насадка для расшивки шва
Насадка для прутка 3мм
Насадка для прутка 5,7мм
ABS/PC
PA 400
PE hard (HDPE)
PE soft (LDPE)
PP EPIDM
PUR Thermoplastic
300/350
3,0/3,4
3,0/3,4
3,3/4,0
3,5/4,2
PVC hard
PVC soft
XENOY (PC Alloy)
Сварка пластиковых деталей при помощи стандартной насадки.


В случае, если приходится варить углы или компоненты сложной формы, где нет возможности использовать насадку для прутка, можно использовать стандартную насадку.
Перед сваркой, шов нужно так же подготовить вручную, сделав V образную канавку для проникновения прутка. Угол канавки должен быть в диапазоне 80-90 градусов. В начале сварки немного разогрейте пруток и канавку, прислоните пруток к началу шва с небольшим усилием, порядка 2,5 кг. Шнур и свариваемая поверхность должны немного подплавиться в точке соединения. Продолжайте надавливать на пруток под 90 градусов к свариваемой поверхности, нагревать до точки расплавления обоих материалов.
Подбор пластикового прутка для сварки.
В своем большинстве в авто производстве используется термопластик. При нагреве термопластику можно придать форму или сварить его. Ниже приведены различные виды термопластика, каждый имеет свои параметры при сварке(см. таблицу температур при сварке), при сварке нужно подбирать соответствующий пруток.
Коды пластика
Подбор путем пробы.
Если информация о ремонтируемом материале отсутствует, то необходимо попробовать прутки из тестового пучка на незаметной части детали.
1) Подберите подходящую насадку для сварки
пластика для фена Leister Triac S
( Лястер Триак С ).
2) Выставить температуру на аппарате в соответствии со взятым для тестирования материалом прутка. ( смотри таблицу соответствия ). Дайте время аппарату для достижения необходимой температуры.
3) Очистите поверхность от загрязнений.
4) Пропустите выбранный Вами пруток через насадку для сварки до соприкосновения с поверхностью
5) Следуйте инструкции по сварке, проварите 2 см тестируемого прутка на тестируемой поверхности пластика.
6) Быстро вытяните остаток прутка через насадку для сварки пластика.
7) Отрежьте пруток, оставляя «хвост» не приваренного прутка длиной 2см.
8) Дайте остыть приваренному прутку к поверхности и постарайтесь оторвать приваренный пруток. Если пруток можно оторвать от поверхности, попробуйте проделать то же самое с прутком другого вида пластика. Если пруток не оторвать, то это именно тот вид пластика, который Вам нужен для ремонта.
Полимерные сплавы ABS
Polybutylen Terephtalate (полибутилентерефталат)
Полипропилен / Ethylenediene резиновые
Полиуретан ( PUR не все св ариваемый)
Стекловолокна усиленные
(Не свариваемый)
Подготовка поверхности пластика к сварке
Следуйте простой рекомендации по подготовке ремонтируемой поверхности, чтобы убедиться в успешном результате.
Если повреждение детали проходит через какой либо декоративный элемент, этот элемент должен быть демонтирован для полного доступа к повреждению. Обычно такие элементы крепятся на клей, который можно размягчить путем нагрева с помощью фена. Демонтаж декоративного элемента на «холодную» может повредить этот элемент.
Аппарат горячего воздуха Leister Triac S ( Лястер Триак С ) способе расходовать 230 литров воздуха в минуту с его точным нагревом от 20 до 700 градусов. Для демонтажа декоративных деталей, аппарат Leister Triac S ( Лястер Триак С ) используется без каких либо дополнительных насадок, температуру аппарата следует выставить на 300 градусов. Таблица на корпусе аппарата показывает соответствие температурного режима с цифрами на потенциометре, что позволяет точно выставить температуру. В процессе работы сопло аппарата очень сильно нагревается, никогда не ставьте аппарат так, чтобы сопло фена касалось поверхности. Для демонтажа декоративных деталей, водите аппарат ровно над поверхностью, чтобы размягчить клей. Равномерное распределение тепла помогает избежать взбухания материала. Когда клей размягчится, аккуратно отделите деталь от поверхности, чтобы было возможно ее дальнейшее применение.

Подготовка шва для сварки.
Для того чтобы подготовить шов к сварке необходимо в нем проделать V образную канавку под углом 90 градусов.
Для начала необходимо удалить краску с поверхности детали вокруг повреждения с помощью шлифовальный машинки.
Вполне достаточно зачистить область 10-15 см от повреждения.
V образная канавка может быть проделана подходящей формой напильника, но самый лучший способ – это прямо шлифовальная машинка, с торцевой фрезой. Таким образом, с легкостью делается V образная канавка под 90 градусов, а так же в процессе работы сглаживаются все возможные трещины. Глубина проделываемой канавки должна быть не более чем 2/3 толщины материала.
Лучший результат достигается с применением высоко оборотистой дрели или прямо шлифовальной машинкой. При применении низко оборотистого инструмента фреза может постоянно стремиться вылететь из проделываемого шва.
Используйте защитные очки и маску от пыли в процессе подготовки шва, для предотвращения попадания стружки пластика в глаза и органы дыхания. По окончанию подготовки шва, примерьте пруток, он должен заходить в шов и оставлять над поверхностью 1-2 мм.
Такой тест проводится при сварке бамперов профильным прутком 5мм. Если используется 3 мм пруток, возможно будет необходимо произвести больше чем один проход при сварке. Если свариваются тонкие материалы, то одного прохода сварки прутком 3мм будет вполне достаточным.

Предотвращение распространения трещин.
После демонтажа декоративных деталей, в начале и в конце трещины необходимо сделать отверстия диаметром не более 3мм, для предотвращения дальнейшего распространения трещины. Помните, пластиковая стружка настолько же абразивна для глаз, как и металлическая. Пользуйтесь защитными средствами.
Если в детали не хватает части пластика, например дыры, возможно вваривание куска такого же пластика путем подрезки его под форму. Успех такого процесса в большей степени зависит от количества пластика, которого можно использовать и квалификации мастера.

Расшивка шва с помощью насадки 28
Сварка происходит в два этапа. Первый, расшивка шва специальной насадкой. Тепло связывает и выравнивает обе стороны трещины вместе.
Насадка для расшивки шва 28 ( Применяется со стандартной насадкой для фена Leister Triac S ( Лястер Триак С). Для правильной установки температуры с этой насадкой, используйте таблицу соответствия на корпусе аппарата. Лучше всего – это проделать канавку в один заход в каждой V образной канавке. Опустите насадку на материал так, чтобы «мысок» вошел в канавку, а «пятка» была немного приподнята. Корпус насадки должен находиться под углом не превышающим 20 градусов к поверхности. В процессе насадка разогревает пластик, а пятка соединяет размягченный материал вместе. Не давите сильно на материал. Допускается небольшая неровность между двумя сторонами детали. Эта неровность может быть скорректирована, пока материал не остыл.
После каждой процедуры чистите насадку с помощью щетки. Возможно повышение температуры аппарата для удаления особо запекшегося пластика, чтобы размягчить и удалить его.
Процесс cварки пластика.
Наиболее важное правило при сварке пластика, что его можно сварить только одним и тем же видом пластика. Отсюда следует, что необходимо тщательно выбирать материал для сварки и подбирать под него соответствующий пруток для сварки.
Сварка начинается с подготовки прутка. Начало прутка необходимо зачистить, придать ему вид карандаша, это поможет лучше заполнить начало подготовленного V образного шва для сварки в детали и предотвратить образование излишков материала.
Наденьте насадку для шнура 5.7 мм или 7мм на стандартную насадку, закрепленную на аппарате Leister Triac S ( Ляйстер Триак С ), установите необходимую температуру в соответствии с выбранным материалом и насадкой.

Несколько секунд разогрейте пластик насадкой.Просуньте через насадку подготовленный шнур, чтобы он выходит из нижней части насадки порядка 5мм. Держите аппарат так, чтобы насадка находилась вдоль подготовленной канавки и параллельно поверхности материала.Когда пластик начнет немного плавиться начинайте двигать насадку по канавке, «мысок» насадки должен лежать на шнуре, а зазор между
107553, г. Москва, Б. Черкизовская, дом 24А, стр. 1
Особенности сварки пластиковых изделий
Сварочные работы пластиковых изделий гарантируют высокое качество скрепления, а также возможность совершать процесс вне зависимости от условий – в массовом или единичном производстве, на промышленных предприятиях либо в домашних условиях.
Виды сварки для пластмассы
Сварка пластмассы может осуществляться большим количеством методов.
Их классификация насчитывает два основных типа: скрепление частей при помощи нагрева поверхности строительного пластика до вязкотекучей концентрации и сварка полиэтилена без применения нагрева, с более низкой температурой, не доходя до вязкотекучей консистенции.
Этого состояния можно добиться при помощи растворителя.
Самым распространенным методом сварки пластиковых изделий является плавление при помощи термофена.
Помимо этого, принимая ко вниманию способ изменения и ввод в контактное место, стоит отметить и другие способы работы с пластиком, а именно:
Под воздействием горячей температуры, а также за счет свойства свариваться при помощи тепла, полимер делится на термопласт и реактопласт. В первом случае вязкотекучего состояния добиться крайне трудно из-за химического состава элемента.
Главной особенностью выступает многократное нагревание, доведение конструкции до мягкого состояния, а затем возвращение её в первоначальное состояние, не нарушая структуру и свойства.
Многие полимеры оказываются термопластами. Реактопласт, наоборот же, после проведения обработки под влиянием сварочного оборудования видоизменяется и теряет своё первоначальное состояние, переходя в более вязкотекучую консистенцию. Не рекомендуется такой материал сваривать при помощи увеличения температуры.
Технология сварки пластика.
Сварка пластика феном проходит несколько основных этапов:
Второй этап в процессе сварки пластиковых изделий является одним из самых важных, поскольку от него зависит качество скрепления.
Вязкотекучее состояние возникает за счет смешивания расплавленных слоев, где в итоге грань трещины пропадает и соединение имеет повышенную прочность, нежели при высокоэластичной консистенции. Скрепляются детали достаточно быстро, даже при ультразвуковой и высокочастотной сварке.
Какие технологии можно применять в домашних условиях?
Из всех существующих технологий сварки пластика своими руками в домашних условиях можно использовать ниже указанные варианты.
Одним из самых простых и популярных способов скрепить стыковые листы пластика является сварка для пластмассы при помощи нагретого инструмента. Главным достоинством считается низкая цена специального инструмента для плавления материала, легкая и простая эксплуатация в работе.
Такой способ можно использовать, чтобы сваривать трубы, производить тару, любую ёмкость, в автомобильном производстве либо изготовлении изделий из пластика. Нагревать можно несколькими способами – прямым и косвенным.
Работа такого вида осуществляется благодаря специальному сварочному аппарату, предназначенному для соединения полимерных труб встык либо в раструб.
Механизм действия инструмента заключается в том, что плоская поверхность плавится на стыке скрепления. Таким образом можно соединить торцы труб, у которых есть разное сечение.
Зачастую данными оборудованиями пользуются именно в домашних условиях, поскольку только они могут скрепить части, обладающие маленькой плоской поверхностью. Также для этой цели можно использовать классический вариант в виде электрического паяльника, им можно сваривать термопласт.
Горелка для сварки пластика.
Ещё одним доступным способом является нагретый газ. Для этого метода используется специальный инструмент для сварки пластика. Им может выступать фен, горелка различного типа – в них применяется нагретый газ. Зачастую для того чтобы нагреть поверхность используют воздух, углекислый газ, азот, аргон либо любой продукт горения.
В зависимости от характеристики сплавляемых между собой деталей подбирают один из газов. Для более прочного шва мастера зачастую применяют аргон либо азот. Однако выгодным и экономным вариантом считается воздух.
Благодаря использованию недорогого и простого в работе инструмента, которое может выполнить скрепление пластиковых частей любого размера и форм, появляеься возможность обусловить большую популярность рассматриваемого типа сварки.
Его также применяют для ремонта изделий, изготовленных из тонкого пластика, в сварочных работах химических оборудований, емкостей и т.д.
Выделяют несколько методов сварки пластика при помощи нагретого газа: с применением специальных присадок и без таковых. В роли таких присадок могут выступать прутки с сечением 2-6 миллиметра либо планка с таким же материалом, что и свариваемая деталь.
Благодаря дешевому и простому оборудованию с нагретым газом сваривать пластик можно и дома.
Последней технологией сварки пластика в домашних условиях является использование экструдера, его также называют пистолетом. Он имеет горячий нагревательный элемент, при помощи которого передается присадочный прутик.
Оборудование является незаменимым устройством в случае крепления пластика своими руками. Чтобы скрепить несколько деталей, необходимо выставить конкретную температуру, которая регулируется пистолетом.
Сваривать можно двумя способами: без контакта и экструзионно. Первая ситуация осуществляется благодаря специальному прижимному ролику, без соприкосновения оборудования и поверхности. Во втором случае осуществляется за счет соприкосновения сварочного кончика оборудования и детали.
Тепловые потери в данном случае снижаются, в результате чего появляется возможность передавать тепло напрямую от инструмента к запчасти. Кроме этого, в данном методе не нужны дополнительные прижимные устройства.
Сварочные материалы должны быть однородными для сварки пластмассовых изделий. В данном случае дополнительные крепежи или клей будут неэффективны. Кроме этого, чтобы пластик для сварки был надежно прикреплен, необходимо массу изделия минимизировать.
Сварка листовых пластиков

Сварка пластиков – это наиболее удобный и наименее дорогой способ соединения пластиковых элементов. В некоторых случаях альтернатив и вовсе не бывает (когда соединение при помощи клея невозможно). К тому же, горячая сварка пластиков выполняется массово, как специалистами в промышленных организациях, так и обычными людьми, по мере необходимости. Конечно, при наличии всего сопутствующего инструмента, с учетом развития отрасли и распространения фирменных аксессуаров нет никаких проблем.

Есть огромное количество способов сварки полимеров. Большинство из них можно сразу разделить на пару условных групп: сварка при помощи нагрева и без помощи аппаратов горячего воздуха. Наиболее активно используемый метод, это нагрев материала до вязкотекучего состояния. Но даже в этом случае используется несколько видов нагрева и приборов:
Световое или лазерное излучение
Ток высокой частоты
Все полимеры также дополнительно разделяются на термопласты и реактопласты. Термопласты прекрасно подходят для сварки, так как не меняют свой состав в процессе нагрева, а после остывания принимают еще и обратно все свои физические свойства. Реактопласты, наоборот, принимают свои свойства единственный раз во время изготовления и больше их нельзя подвергать нагреву, после которого их структура не восстанавливается.
При взаимодействии с нагревающим элементом, структура термопласта становится мягкой и податливой, при этом происходит смешение двух отдельных объектов термопластов в один единый. Так образуются неразрывные швы высокой прочности.
Сварка нагревающими аппаратами
Одним из самых простых способов передачи тепла является прямой контакт свариваемых поверхностей пластиков с самим нагревательным прибором или (в случае воздушных аппаратов) нагретых струй воздуха. Из-за простоты техпроцесса и доступности аппаратов, и аксессуаров к ним, они широко распространена.
Вначале проходит разогрев, в качестве первого этапа. При этом оплавленные края надежно соединяются между собой.
Контакт нагретых пластиков и свариваемых деталей удерживается с определенным усилием на какое-то время.
Во время разогрева необходимо, чтобы контактируемые поверхности имели проплавление на определенную глубину. Это также нужно для того, чтобы избежать работы с любыми неровностями поверхностей.

Существует перечень технологических параметров сварки пластмасс:
Температура нагревательного элемента (или среды)
Усилие прижатия инструмента к детали
Усилие сжатия свариваемых деталей
Продолжительность давления после окончания сварки
Чрезвычайно важно максимально очистить контактирующие поверхности для нанесения качественного шва. Т.к. вкрапления иных материалов, грязи, пыли внутрь шва негативно скажутся на его надежности. Если поверхность покрыта маслянистыми выделениями, их удаляют соответствующими растворителями (безопасными для самого полимера). Если отчистить невозможно, или край объекта слишком неровен, его просто срезают для образования ровного, чистого среза.
Сварка нагретым газом
При сварке газом все тепло идет от нагретого газа, который уже передает его, выходя из сопла аппаратов и термофенов самых разных конструкций. При этом, в качестве теплоносителя выступает, как правило: аргон, углекислый газ, азот и, конечно же, воздух. Выбор газа зависит именно от свойств пластика, который будет подвергаться сварке. Например, некоторые виды пластиков сильно подвержены действию кислорода, и поэтому более качественные швы получаются при выборе газа, наподобие аргона.
Технология сварки пластиков газом предусматривает два варианта: при использовании присадочного материала и без его использования. Когда используется пруток, его диаметр, обычно, составляет 2 – 6 мм. Присадку обязательно изготавливают из того материала, который планируется сваривать. В некоторых случаях, в пруток добавляют специальные пластификаторы, повышающие качество сварки.
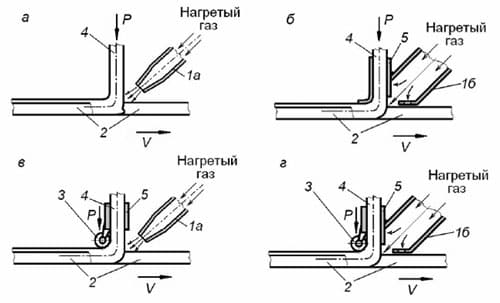
К основным технологическим параметрам сварки газом с использованием прутка относятся:
Расход и уровень температуры газа
Используемые материалы и размеры сечения прутка
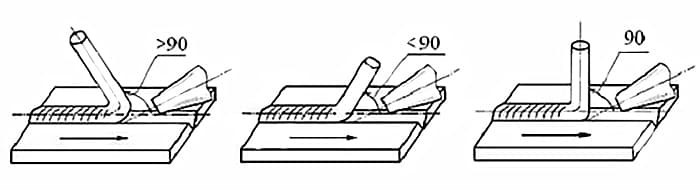
Угол наклона подаваемого прутка
Усилие прижима присадки
Угол нагревающего аппарата к плоскости детали
Скорость производимых сварочных работ
Температура газа на выходе не должна превышать на 50 – 100 градусов Цельсия выше, чем температура вязкотекучести полимера. Расстояние между соплом и материалом должно быть 5 – 8 мм и удерживаться статично, на протяжении всего процесса сварки.
При угле наклона прутка свыше 90 градусов, материал положенный в шов будет удлиняться и может повредиться при охлаждении. При угле менее 90 градусов пруток будет нагреваться быстрее полимерного материала, при этом увеличится расход прутка, а в шве возникнет внутреннее напряжение. Прочность подобного шва может уменьшаться.
Угол наклона оси горелки к плоскости изделий составляет 55-65 градусов, а затем уменьшается до 45 градусов. При этом струя газа направлена на основной материал, т.к. его масса свыше массы прутка. Скорость сварки может сильно колебаться и доходить вплоть до 15 м/ч.
Сварка экструдером
Возможен и другой вид сварки, при помощи экструдера, которая производится готовым расплавом. И вместо специальной «прожарки» сразу используется тепло расплавленного присадочного материала, создающего шов.

Сварка осуществляется только если температура расплава находится на 50 градусов выше, чем температура свариваемого основного материала. Существует два типа сварки: бесконтактный и контактный.
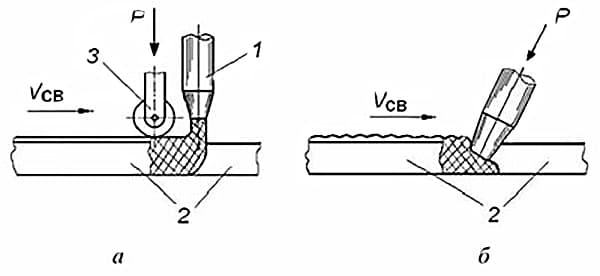
При бесконтактном способе прижим осуществляется специальным валиком, тогда как при контактном способе это происходит при давлении самой насадкой экструдера, как и показано на рисунке.
Сварка полиэтилена и полипропилена (ПЕ, ПП)
Такие материалы как полиэтилен и полипропилен являются самыми часто встречаемыми термопластами, что обусловлено их основными свойствами. Это распространенные полимеры, которые стоят недорого, легко свариваются с применением горячих видов сварки. Область применения данных полимеров также огромна, от пленок и труб, до изоляции, деталей для строительства и даже пищевых емкостей и контейнеров.
Важно отметить, что для ПП и ПЕ подходят далеко не все виды сварки. Так, к примеру, нельзя произвести сварку токами высокой частоты, а также при использовании растворителей, что обусловлено структурой этих материалов. А вот использование аппаратов горячего воздуха (или экструдеров) наоборот, приветствуется.
Сварка пластика с использованием растворителей
Существует еще один тип сварки для полимеров, при использовании растворителей. Для этого специалисту потребуется выполнить определенный ряд действий: смачивание свариваемых краев в растворителе, ожидание пока материал разбухнет под химическим действием и станет мягким, использование давления для сцепления и отвердевания сварочного шва. Такой вид сварки используется совокупно с аморфными полимерами, которые хорошо подходят для этой задачи. Материалы имеющие кристаллическую структуру, как правило, также имеют высокую сопротивляемость растворителям.
Для смачивания двух поверхностей, как правило, используют обычную губку или другой, схожий материал. Количество растворителя не должно быть большим, чтобы не вызывать разрушающих материал подтеков. Сразу после смачивания и размягчения, обе поверхности должны быть немедленно присоединены друг к другу. Иногда также используют дополнительный нагрев для ускорения испарения растворителя. В целом, сварка пластиков методом растворителей проста и дешева, однако из-за ядовитых паров от самих растворителей, применяется редко, фактически, только в тех случаях, когда другие методы не работают.