Поверочные линейки и плиты
Для лекальных, инструментальных и разметочных работ в машиностроении широко применяются поверочные линейки, плиты и лекальные угольники. Они предназначены для контроля отклонений от прямолинейности, плоскостности, перпендикулярности, углов наклона.
Поверочные линейки.
В соответствии с ГОСТ 8026—92 поверочные стальные линейки выпускаются шести типов (рис. 2.56): с двухсторонним скосом ЛД, трехгранные ЛТ, четырехгранные ЛЧ, прямоугольного сечения ШП и хромированные ШПХ, двутаврового сечения ШД. Все они подразделяются на лекальные (ЛД, ЛТ, ЛЧ) и с широкой рабочей поверхностью (ШП, ШПХ, ШД).
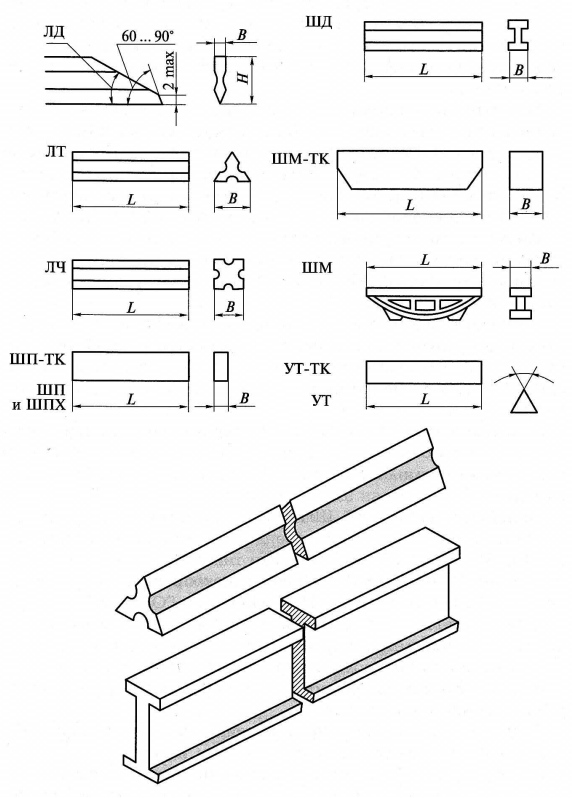
Рис. 2.56. Поверочные линейки
Кроме стальных линеек предусмотрены чугунные линейки с широкой поверхностью: мостики ШМ, угловые трехгранные УТ и твердокаменные (ШП-ТК, ШМ-ТК, УТ-ТК). Длина линеек варьируется от 80 до 4 000 мм.
Линейки типов ШМ и УТ изготавливают в двух исполнениях: с ручной шабровкой и с механически обработанными рабочими поверхностями. Шероховатость рабочих поверхностей составляет Ra 0,04. 0,63 мкм в зависимости от типа линейки и класса ее точности.
В зависимости от точности изготовления линеек им присваивают соответствующие классы точности: для лекальных линеек — 0 или 1 класса, а для линеек типа ШП, ШД и ШМ — 00; 0; 01; 1 и 2 классы.
Средний полный срок службы стальных линеек должен быть не менее восьми лет, а твердокаменных — не менее десяти лет.
Контроль отклонений от прямолинейности и плоскостности поверочными линейками выполняют одним из трех методов: «на просвет», методом «линейных отклонений» или «на краску».
При проверке «на просвет» лекальную линейку острым ребром накладывают на контролируемую поверхность (рис. 2.57, а), а источник света помещают сзади линейки и детали (рис. 2.57, б).
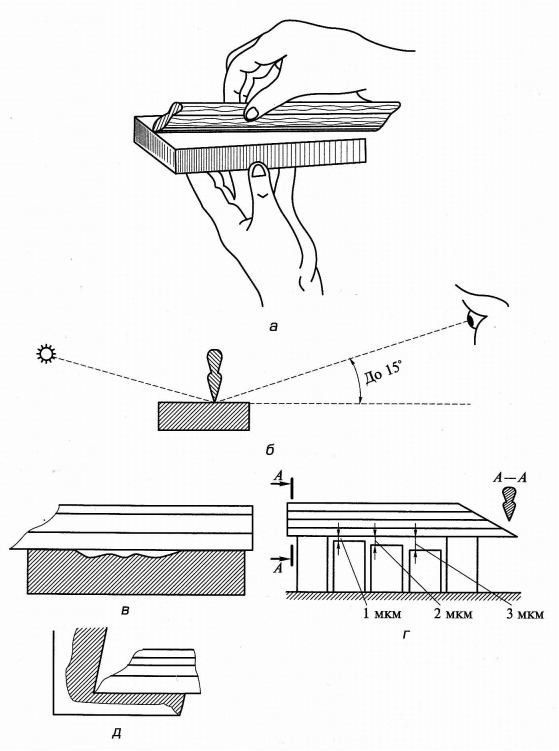
Рис. 2.57. Контроль отклонений поверочными линейками:
а и б — контроль «на просвет»; в и г — определение линейных отклонений; д — контроль отклонений в углах
При отсутствии отклонений от прямолинейности или плоскостности свет не должен пробиваться сквозь щель между линейкой и поверхностью. Линейное отклонение определяют на глаз (рис.’ 2.57, в) или сравнением с образцами просвета. В качестве образцов просвета могут выступать концевые меры длины (рис. 2.57, г). Минимальная ширина щели, устанавливаемая глазом, составляет 3. 5 мкм. Контроль может выполняться как для открытых поверхностей, так и в углах (рис. 2.57, д).
Схема контроля с помощью линеек с широкой рабочей поверхностью, концевых мер длины представлена на рис. 2.58. При контроле прямолинейности контролируемой детали 1 в направлении XX поверочную линейку 3 укладывают на две одинаковые концевые меры длины 2 на расстоянии 0,233 длины линейки от ее концов. За измерительную базу принимают нижнюю поверхность поверочной линейки 3 с широкой рабочей поверхностью. Отклонение от прямолинейности определяют с помощью концевых мер длины, щупов или специального средства измерений с измерительной головкой 4. Описанный метод применим для контроля прямолинейности на длине не более 2 000 мм, так как при большей длине линеек их прогиб начинает оказывать существенное влияние на точность контроля.
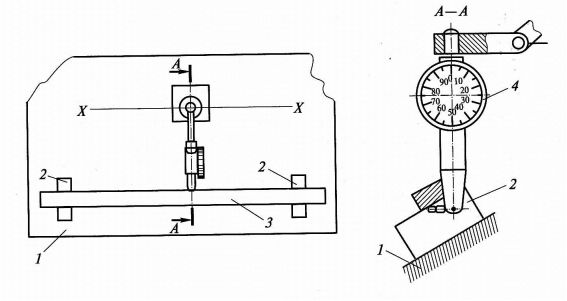
Рис. 2.58. Контроль прямолинейности деталей:
1 — контролируемая деталь; 2 — концевые меры длины; 3 — поверочная линейка; 4 — измерительная головка
Контроль отклонений от плоскостности методом «на краску» выполняют линейками типа ШТ, ШД, ШМ и УТ, причем у линеек типов ШМ и УТ рабочие поверхности должны быть шаброваны.
При этом способе контроля рабочую поверхность линейки покрывают тонким слоем краски (например, смесью берлинской лазури или сажи с машинным маслом), перемещают по контролируемой поверхности и определяют число (площадь) пятен краски, оставшихся на выступах этой поверхности в квадрате 25 х 25 мм. Погрешность контроля составляет примерно 3. 5 мкм.
Поверочные плиты.
По ГОСТ 10905 — 86 поверочные плиты (рис. 2.59) изготавливают из чугуна, гранита с вариацией размеров от 250 х 250 до 4 000 х 1 600 мм. Чугунные плиты изготавливают с ручной шабровкой или механической обработкой рабочих поверхностей. Шероховатость рабочих поверхностей механически обработанных чугунных и гранитных плит соответствует Ra 0,32. 1,25 мкм.
Классы точности плит — 000; 00; 0; 1; 2; 3.
Допуск плоскостности устанавливается в зависимости от класса точности и размера плиты и составляет, например, для плиты размера 250×250 класса точности 000 — 1,2 мкм, а для плиты размера 2 500х 1 600 3-го класса точности — 120 мкм.
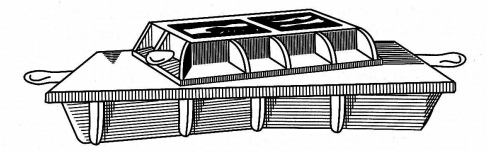
Рис. 2.59. Поверочные плиты
ПЛИТЫ изготавливают из чугуна с физико-механическими свойствами не ниже свойств марки СЧ8 по ГОСТ 1412—85 с твердостью 170. 229 НВ по ГОСТ 9012 — 59.
Применение гранитных плит, имеющих большую твердость рабочей поверхности, более высокую износостойкость, меньшую температурную, вибрационную зависимость, позволяет повысить точность контроля. Гранитные плиты изготавливают из диабаза, габбро и различных типов гранитов, имеющих предел прочности на сжатие не менее 264,9 МПа.
Допустимая погрешность контроля отклонений 3. 5 мкм.
По заказу потребителя рабочие поверхности чугунных плит могут быть разделены на квадраты и прямоугольники продольны-
ми и поперечными рисками, а гранитных плит — с пазами и резьбовыми отверстиями.
Полный средний срок службы плит — не менее 10 лет.
Проверка отклонений от прямолинейности и плоскостности с помощью плит может выполняться аналогичными методами с учетом того, что контролируемая деталь должна быть по размерам не больше размеров плиты и иметь возможность определять отклонения с помощью набора щупов, концевых мер длины или специального шкального средства при использовании метода линейных отклонений («от плиты»). Погрешность контроля, как правило, не превышает погрешностей, получаемых при контроле с помощью поверочных линеек.
Свойство и назначение гранитной поверочной и разметочной плиты
 Для проверки точности обработки поверхности деталей используется специальная поверочная плита с контактной жесткостью и повышенным сопротивлением к износу. Контрольное приспособление изготавливается из пластика, полированного металла или природного камня, производство метрического приспособления осуществляется по условиям ГОСТ 10905–86 или «Рекомендациям по контролю средств измерения МИ 2007−89 для поверочных и разметочных плит».
Для проверки точности обработки поверхности деталей используется специальная поверочная плита с контактной жесткостью и повышенным сопротивлением к износу. Контрольное приспособление изготавливается из пластика, полированного металла или природного камня, производство метрического приспособления осуществляется по условиям ГОСТ 10905–86 или «Рекомендациям по контролю средств измерения МИ 2007−89 для поверочных и разметочных плит».
Назначение метрического приспособления
Плита поверочная применяется для осуществления измерения точности размерных и плоскостных параметров деталей и механизмов. Приспособление часто применяется для юстировки механизмов с целью совмещения двух показателей: точность исполнения и регулировка рабочих параметров механизмов. Благодаря ровной базовой поверхности метрический прибор является установочным измерительным инструментом для деталей или механизмов.
Среди большого перечня предложений от приборостроительных компаний наиболее популярными и наиболее дорогими, стали плиты эталонные и прецизионные поверочные плиты, изготовленные из благородного металла, высоколегированных сплавов и полудрагоценного полированного камня повышенной прочности.
Основным условием проведения точных измерений является установка оборудования на ровное прочное основание (стол, тумба, верстак) в термостатированном изолированном боксе.
Классы и размеры платформы
Контрольное оборудование выпускается с разными классами точности. Для нового приспособления класс поверочной точности определяется следующими показателями:
К бывшим в употреблении контрольным плитам предъявляются не столь жесткие требования. За счет небольшого износа установочной поверхности поверочного оборудования допускаются отклонения в классе точности с показателем 4 или 5.
Размеры установочной платформы могут варьироваться в пределах от 250 х 250 мм до 2500 x 1600 мм. К отличительным свойствам метрического прибора относится маркировка номером исполнения 1, 2, 3, 4 и 5, определяющим метод обработки поверхности и конструкции прибора. Классы поверочной плиты определены нормами допустимых отклонений по точности обработки поверхности, степени ее шероховатости и перпендикулярности боковых элементов.
Параметры метрических приборов
 Гранитная плита поверочная из твердого материала природного происхождения изготавливается из разновидностей скальной породы: диабаза и габбро с пределом сжатия не менее 264,0 МПа. По сравнению с изделиями из серого металла, гранитная матовая поверхность обладает повышенной прочностью, не отражает свет, не поддается ржавлению, не намагничивается. Вес и стоимость прибора зависит от размеров плиты и класса точности измерительной шкалы.
Гранитная плита поверочная из твердого материала природного происхождения изготавливается из разновидностей скальной породы: диабаза и габбро с пределом сжатия не менее 264,0 МПа. По сравнению с изделиями из серого металла, гранитная матовая поверхность обладает повышенной прочностью, не отражает свет, не поддается ржавлению, не намагничивается. Вес и стоимость прибора зависит от размеров плиты и класса точности измерительной шкалы.
Плита поверочная гранитная изготавливается в следующем исполнении: без бортовых захватов; с допусками отклонений по перпендикулярности боковой поверхности по отношению к установочной плоскости; взаимной перпендикулярностью боковых поверхностей, с бортовыми захватами. В комплектацию приспособления входят:
Каждый прибор оснащается Сертификатом соответствия европейскому стандарту качества и требованиям межгосударственного ГОСТа.
Маркировка и упаковка прибора для транспортировки
Каждая плита поверочная заводского исполнения должна иметь на боковой стороне товарный знак с информацией о заводе-изготовителе. На ярлыке также должны быть указаны:
В процессе подготовки оборудования к процессу консервации поверхность прибора необходимо закрыть щитом, само устройство помещается в деревянную, обтянутую стальной лентой, тару, выложенную гидроизоляционным материалом. Упакованная продукция может транспортироваться в крытых машинах, вагонах, контейнерах или прицепах с жесткой фиксацией страховочными ремнями.
При транспортировке платформы могут выдерживать вибрацию с частотой колебания до 120 перемещений в минуту. Для хранения оборудования рекомендуется выделить сухое отапливаемое помещение с температурой не выше +40 0 С и влажностью воздуха до 80%. Основным условием для сохранения плиты в рабочем состоянии является отсутствие в воздухе примеси агрессивных газов.
Приспособление для разметки деталей
При изготовлении деталей высокой точности для разметки заготовки используется плита разметочная из мелкозернистого чугуна. Нижняя сторона устройства оснащается ребрами жесткости, обеспечивающими надежное сцепление с верстаком и предохраняющими приспособление от прогиба в процессе механических нагрузок. Некоторые модели разметочного устройства могут иметь на лицевой поверхности продольные и поперечные углубления 3 мм шириной 2 мм.
Для получения точных размеров будущей детали поверхность плиты обрабатывается графитовым порошком или краской. Оттиск на заготовке получается при тесном контакте краски с поверхностью будущей детали. Полученное изображение вырезается по линии разметки с минимальным отклонением по размерам, точность исполнения детали доводится слесарными инструментами.
В комплектацию разметочной плиты для пространственной и плоскостной разметки входит домкрат, опорные подкладки, регулируемые клинья, чугунный угольник, сдвоенные клинья, призмы, кубики. Для выверки модели на поверхности приспособления используется контрольная шкала, позволяющая регулировать положение верхнего прижимного клина. После завершения разметки поверхность плиты очищается мягкой тканью, смоченной керосином или машинным маслом.
ГОСТ 10905-86Плиты поверочные и разметочные. Технические условия
Назначение метрического приспособления
Плита поверочная применяется для осуществления измерения точности размерных и плоскостных параметров деталей и механизмов. Приспособление часто применяется для юстировки механизмов с целью совмещения двух показателей: точность исполнения и регулировка рабочих параметров механизмов. Благодаря ровной базовой поверхности метрический прибор является установочным измерительным инструментом для деталей или механизмов.
Среди большого перечня предложений от приборостроительных компаний наиболее популярными и наиболее дорогими, стали плиты эталонные и прецизионные поверочные плиты, изготовленные из благородного металла, высоколегированных сплавов и полудрагоценного полированного камня повышенной прочности.
Основным условием проведения точных измерений является установка оборудования на ровное прочное основание (стол, тумба, верстак) в термостатированном изолированном боксе.
Классы и размеры платформы
Контрольное оборудование выпускается с разными классами точности. Для нового приспособления класс поверочной точности определяется следующими показателями:
К бывшим в употреблении контрольным плитам предъявляются не столь жесткие требования. За счет небольшого износа установочной поверхности поверочного оборудования допускаются отклонения в классе точности с показателем 4 или 5.
Размеры установочной платформы могут варьироваться в пределах от 250 х 250 мм до 2500 x 1600 мм. К отличительным свойствам метрического прибора относится маркировка номером исполнения 1, 2, 3, 4 и 5, определяющим метод обработки поверхности и конструкции прибора. Классы поверочной плиты определены нормами допустимых отклонений по точности обработки поверхности, степени ее шероховатости и перпендикулярности боковых элементов.
Поверочные линейки и плиты
Для лекальных, инструментальных и разметочных работ в машиностроении широко применяются поверочные линейки, плиты и лекальные угольники. Они предназначены для контроля отклонений от прямолинейности, плоскостности, перпендикулярности, углов наклона.
Поверочные линейки.
В соответствии с ГОСТ 8026—92 поверочные стальные линейки выпускаются шести типов (рис. 2.56): с двухсторонним скосом ЛД, трехгранные ЛТ, четырехгранные ЛЧ, прямоугольного сечения ШП и хромированные ШПХ, двутаврового сечения ШД. Все они подразделяются на лекальные (ЛД, ЛТ, ЛЧ) и с широкой рабочей поверхностью (ШП, ШПХ, ШД).

Рис. 2.56. Поверочные линейки
Кроме стальных линеек предусмотрены чугунные линейки с широкой поверхностью: мостики ШМ, угловые трехгранные УТ и твердокаменные (ШП-ТК, ШМ-ТК, УТ-ТК). Длина линеек варьируется от 80 до 4 000 мм.
Линейки типов ШМ и УТ изготавливают в двух исполнениях: с ручной шабровкой и с механически обработанными рабочими поверхностями. Шероховатость рабочих поверхностей составляет Ra 0,04…0,63 мкм в зависимости от типа линейки и класса ее точности.
В зависимости от точности изготовления линеек им присваивают соответствующие классы точности: для лекальных линеек — 0 или 1 класса, а для линеек типа ШП, ШД и ШМ — 00; 0; 01; 1 и 2 классы.
Линейки типов ЛД, ЛТ, ШП и ТТ ТА изготавливают из углеродистой стали марок X или У7 с твердостью рабочих поверхностей 51 …61HRC3 по ГОСТ 9013, линейки типов ШМ и УТ — из серого чугуна СЧ 20 по ГОСТ 1412 или высокопрочного чугуна ВЧ50 по ГОСТ 7293 с твердостью 153…245 НВ по ГОСТ 9012.
Средний полный срок службы стальных линеек должен быть не менее восьми лет, а твердокаменных — не менее десяти лет.
Погрешность контроля поверочными линейками зависит от применяемого метода контроля, опыта оператора, условий контроля и составляет 1 …5 мкм.
Контроль отклонений от прямолинейности и плоскостности поверочными линейками выполняют одним из трех методов: «на просвет», методом «линейных отклонений» или «на краску».
При проверке «на просвет» лекальную линейку острым ребром накладывают на контролируемую поверхность (рис. 2.57, а), а источник света помещают сзади линейки и детали (рис. 2.57, б).
Рис. 2.57. Контроль отклонений поверочными линейками:
а и б — контроль «на просвет»; в и г — определение линейных отклонений; д — контроль отклонений в углах
При отсутствии отклонений от прямолинейности или плоскостности свет не должен пробиваться сквозь щель между линейкой и поверхностью. Линейное отклонение определяют на глаз (рис.’ 2.57, в) или сравнением с образцами просвета. В качестве образцов просвета могут выступать концевые меры длины (рис. 2.57, г). Минимальная ширина щели, устанавливаемая глазом, составляет 3… 5 мкм. Контроль может выполняться как для открытых поверхностей, так и в углах (рис. 2.57, д).
Схема контроля с помощью линеек с широкой рабочей поверхностью, концевых мер длины представлена на рис. 2.58. При контроле прямолинейности контролируемой детали 1 в направлении XX поверочную линейку 3 укладывают на две одинаковые концевые меры длины 2 на расстоянии 0,233 длины линейки от ее концов. За измерительную базу принимают нижнюю поверхность поверочной линейки 3 с широкой рабочей поверхностью. Отклонение от прямолинейности определяют с помощью концевых мер длины, щупов или специального средства измерений с измерительной головкой 4. Описанный метод применим для контроля прямолинейности на длине не более 2 000 мм, так как при большей длине линеек их прогиб начинает оказывать существенное влияние на точность контроля.
Рис. 2.58. Контроль прямолинейности деталей:
1 — контролируемая деталь; 2 — концевые меры длины; 3 — поверочная линейка; 4 — измерительная головка
Контроль отклонений от плоскостности методом «на краску» выполняют линейками типа ШТ, ШД, ШМ и УТ, причем у линеек типов ШМ и УТ рабочие поверхности должны быть шаброваны.
При этом способе контроля рабочую поверхность линейки покрывают тонким слоем краски (например, смесью берлинской лазури или сажи с машинным маслом), перемещают по контролируемой поверхности и определяют число (площадь) пятен краски, оставшихся на выступах этой поверхности в квадрате 25 х 25 мм. Погрешность контроля составляет примерно 3…5 мкм.
Поверочные плиты.
По ГОСТ 10905 — 86 поверочные плиты (рис. 2.59) изготавливают из чугуна, гранита с вариацией размеров от 250 х 250 до 4 000 х 1 600 мм. Чугунные плиты изготавливают с ручной шабровкой или механической обработкой рабочих поверхностей. Шероховатость рабочих поверхностей механически обработанных чугунных и гранитных плит соответствует Ra 0,32… 1,25 мкм.
Классы точности плит — 000; 00; 0; 1; 2; 3.
Допуск плоскостности устанавливается в зависимости от класса точности и размера плиты и составляет, например, для плиты размера 250×250 класса точности 000 — 1,2 мкм, а для плиты размера 2 500х 1 600 3-го класса точности — 120 мкм.
Рис. 2.59. Поверочные плиты
ПЛИТЫ изготавливают из чугуна с физико-механическими свойствами не ниже свойств марки СЧ8 по ГОСТ 1412—85 с твердостью 170…229 НВ по ГОСТ 9012 — 59.
Применение гранитных плит, имеющих большую твердость рабочей поверхности, более высокую износостойкость, меньшую температурную, вибрационную зависимость, позволяет повысить точность контроля. Гранитные плиты изготавливают из диабаза, габбро и различных типов гранитов, имеющих предел прочности на сжатие не менее 264,9 МПа.
Допустимая погрешность контроля отклонений 3…5 мкм.
По заказу потребителя рабочие поверхности чугунных плит могут быть разделены на квадраты и прямоугольники продольны-
ми и поперечными рисками, а гранитных плит — с пазами и резьбовыми отверстиями.
Полный средний срок службы плит — не менее 10 лет.
Проверка отклонений от прямолинейности и плоскостности с помощью плит может выполняться аналогичными методами с учетом того, что контролируемая деталь должна быть по размерам не больше размеров плиты и иметь возможность определять отклонения с помощью набора щупов, концевых мер длины или специального шкального средства при использовании метода линейных отклонений («от плиты»). Погрешность контроля, как правило, не превышает погрешностей, получаемых при контроле с помощью поверочных линеек.
Параметры метрических приборов
Гранитная плита поверочная из твердого материала природного происхождения изготавливается из разновидностей скальной породы: диабаза и габбро с пределом сжатия не менее 264,0 МПа. По сравнению с изделиями из серого металла, гранитная матовая поверхность обладает повышенной прочностью, не отражает свет, не поддается ржавлению, не намагничивается. Вес и стоимость прибора зависит от размеров плиты и класса точности измерительной шкалы.
Плита поверочная гранитная изготавливается в следующем исполнении: без бортовых захватов; с допусками отклонений по перпендикулярности боковой поверхности по отношению к установочной плоскости; взаимной перпендикулярностью боковых поверхностей, с бортовыми захватами. В комплектацию приспособления входят:
Каждый прибор оснащается Сертификатом соответствия европейскому стандарту качества и требованиям межгосударственного ГОСТа.
Виды поверочных плит и особенности использования
В машиностроении и металлообработке невозможно обойтись без точных средств измерения. Поверочные плиты (измерительные плоскости) и эталонные линейки – одни из старейших инструментов, применяемых для контроля плоскостей изделий и деталей. Помимо контроля поверочная плита используется:
Промышленность выпускает измерительные плоскости размером от 250×250 до 2500×1600 мм в пяти различных исполнениях. Номер исполнения зависит от геометрических размеров плиты, примененного материала и конструкции.
Основным нормативным документом, определяющим требования к поверочным и притирочным плитам, является ГОСТ 10905-86. Согласно государственному стандарту выделяются 6 классов точности измерительного и калибровочного инструмента: 000, 00, 0, 1, 2, 3. Дополнительные классы точности 4 и 5 присваиваются плитам, находившимся в эксплуатации или прошедшим ремонт. Характеристикой, которая определяет точность измерительных плоскостей, является допуск (отклонение), выраженный в микронах. Для плит одного класса, но разного размера величины допусков отличаются.
Средства измерения, относящиеся к классу точности 000 и 00, используются в метрологических лабораториях в качестве эталонов. Измерения с помощью высокоточных поверхностей производятся при строго определенной температуре и влажности в помещении.
Маркировка и упаковка прибора для транспортировки
Каждая плита поверочная заводского исполнения должна иметь на боковой стороне товарный знак с информацией о заводе-изготовителе. На ярлыке также должны быть указаны:
В процессе подготовки оборудования к процессу консервации поверхность прибора необходимо закрыть щитом, само устройство помещается в деревянную, обтянутую стальной лентой, тару, выложенную гидроизоляционным материалом. Упакованная продукция может транспортироваться в крытых машинах, вагонах, контейнерах или прицепах с жесткой фиксацией страховочными ремнями.
При транспортировке платформы могут выдерживать вибрацию с частотой колебания до 120 перемещений в минуту. Для хранения оборудования рекомендуется выделить сухое отапливаемое помещение с температурой не выше +40 0С и влажностью воздуха до 80%. Основным условием для сохранения плиты в рабочем состоянии является отсутствие в воздухе примеси агрессивных газов.
Виды поверочных плит
Для изготовления эталонных измерительных плоскостей применяют три вида материалов:
Стеклянные поверочные плоскости применялись в США и других странах вплоть до 50-х годов прошлого века. Широкое распространение недорогих в производстве стеклянных измерительных инструментов объяснялось возросшими потребностями машиностроения в годы Второй мировой войны. Калибровочные плоскости из стекла изготавливались методом шлифовки с последующей полировкой. В результате получались изделия с высокими метрологическими характеристиками. К достоинствам стеклянных эталонов плоской поверхности можно отнести высокую твердость, химическую стойкость, относительно низкий коэффициент теплового расширения, отсутствие внутренних напряжений. В отличие от чугуна при незначительных повреждениях стеклянных изделий не образуется заусенцев. Основным недостатком стекла была хрупкость. Это обстоятельство стало причиной отказа от поверочных плит из этого материала.
Исторически самым распространенным видом калибровочных плоскостей в СССР и России являются чугунные поверочные плиты. Выбор чугуна в качестве конструкционного материала для изготовления измерительных поверхностей определяется высокой прочностью и относительной дешевизной металла. Для изготовления измерительных плит применяется мелкозернистый плотный чугун с твердостью 150–210 НВ. Заготовки изделий отливают в формах, нижняя часть которых выполнена из стали. Снизу формируется рабочая поверхность плиты. Для уменьшения веса изделия и для устойчивости к деформациям конструкцию снабжают ребрами жесткости.
В отлитых заготовках присутствуют значительные внутренние напряжения, связанные с кристаллизацией чугуна. Если не принять мер к устранению напряжений, изделия будут деформироваться в процессе обработки и эксплуатации. Для снятия внутренних напряжений в металле отливки подвергают старению. Для естественного старения заготовки перед обработкой выдерживают в течение нескольких недель или месяцев при обычных температурах. Для ускорения старения чугунное литье нагревают в печах до 500 градусов и затем медленно охлаждают.
Обработка поверхностей заготовок поверочных плит выполняется на фрезерных, строгальных и шлифовальных станках. Для классов точности 1–3 такой обработки, как правило, бывает достаточно. Изделия с более высокой точностью доводят с помощью шабровки и калибровки.
При ручной шабровке обрабатывают сразу три плиты. В процессе обработки каждая из них в определенной последовательности поочередно выступает в качестве эталона и контролируемой поверхности. В машиностроении этот метод контроля называют методом трех плит.
Контроль качества обработки поверочных линеек и плит осуществляют методом пятен. Чем больше пятен краски получается при контакте с эталоном, тем выше точность обработки плоскости. Например, для поверхностей 0 и 1 классов точности на квадратный дюйм должно приходиться не менее 25 пятен.
В последние годы растет применение гранитных поверочных плит. Гранит отличается высокой твердостью и низким коэффициентом расширения. В таких изделиях практически отсутствуют внутренние напряжения. Благодаря этим свойствам материала поверочные плоскости, выполненные из гранита, долго сохраняют точность.
Приспособление для разметки деталей
При изготовлении деталей высокой точности для разметки заготовки используется плита разметочная из мелкозернистого чугуна. Нижняя сторона устройства оснащается ребрами жесткости, обеспечивающими надежное сцепление с верстаком и предохраняющими приспособление от прогиба в процессе механических нагрузок. Некоторые модели разметочного устройства могут иметь на лицевой поверхности продольные и поперечные углубления 3 мм шириной 2 мм.
Для получения точных размеров будущей детали поверхность плиты обрабатывается графитовым порошком или краской. Оттиск на заготовке получается при тесном контакте краски с поверхностью будущей детали. Полученное изображение вырезается по линии разметки с минимальным отклонением по размерам, точность исполнения детали доводится слесарными инструментами.
В комплектацию разметочной плиты для пространственной и плоскостной разметки входит домкрат, опорные подкладки, регулируемые клинья, чугунный угольник, сдвоенные клинья, призмы, кубики. Для выверки модели на поверхности приспособления используется контрольная шкала, позволяющая регулировать положение верхнего прижимного клина. После завершения разметки поверхность плиты очищается мягкой тканью, смоченной керосином или машинным маслом.