Пневматические тиски для чего

Что такое тиски слесарные с пневматическим приводом?
Тиски слесарные пневматические предназначены для механизированного зажима деталей при выполнении различного вида слесарных работ. Такие тиски способны быстро зажимать детали в течение секунды с усилием до 1,5 тонн без применения силы человека. Иначе говоря, пневмотиски позволяют автоматизировать зажим заготовки и снизить физические и временные затраты на обработку детали.
Немного истории.
Идея слесарных тисков с пневматическим приводом не нова. В годы Второй мировой войны уже были известны пневматические тиски с применением поршневых толкателей. В 1949 году в Комитете по изобретениям и открытиям при Совмине СССР были зарегистрированы усовершенствованные быстродействующие пневматические тиски с неподвижной губкой. В их конструкции был применен пневматический толкатель с диафрагмой, размещенной в основании корпуса. В 60-е годы проект пневматических тисков получил дальнейшее развитие. Началась дифференциация на слесарные и станочные пневмотиски. В 1966 году были зарегистрированы станочные пневмотиски для зажима деталей при обработке на металлорежущих станках.
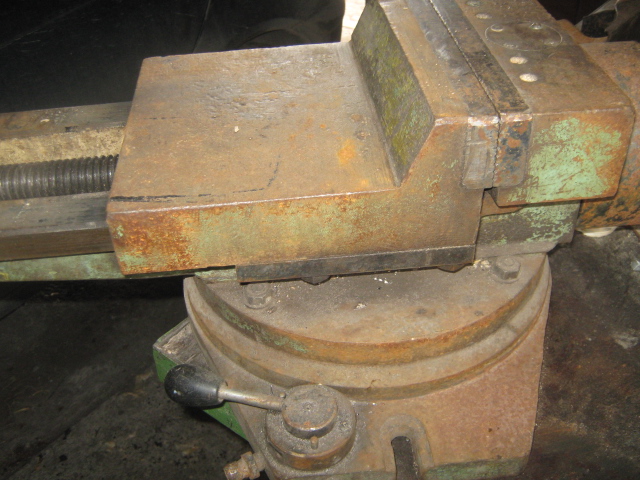
Рисунок 1. Тиски пневматические советского производства.
Пневматические слесарные тиски успешно использовалось на предприятиях советской промышленности и, в частности, в самолетостроении. Однако к концу советской эпохи большинство производств этого дорогостоящего оборудования были закрыты. В начале XXI века советские запасы пневмотисков закончились, либо исчерпали свой ресурс. Однако потребность в этом эффективном оборудовании у российских производителей осталась. Импортные аналоги не смогли заполнить возникшую нишу из за своей дороговизны. Кроме того, оборудование европейского производства со своими стандартами и спецификациями не всегда соответствовало особенностям организации производственного процесса на российских предприятиях.
Возрождение и импортозамещение.
Процесс возрождения отечественного производства тисков с пневматическим приводом начался с «крыльев», в авиационной отрасли. Российская самолетостроительная компания «МиГ» объявила конкурс на разработку пневматических тисков по стандарту предприятия. Среди российских предприятий эту задачу выполнил один из старейших производителей слесарно-зажимного инструмента, Глазовский завод «Металлист». Миговские стандарты были доработаны и усовершенствованы с учетом современных технологических решений. Так родился пилотный продукт – тиски пневматические ТССП.
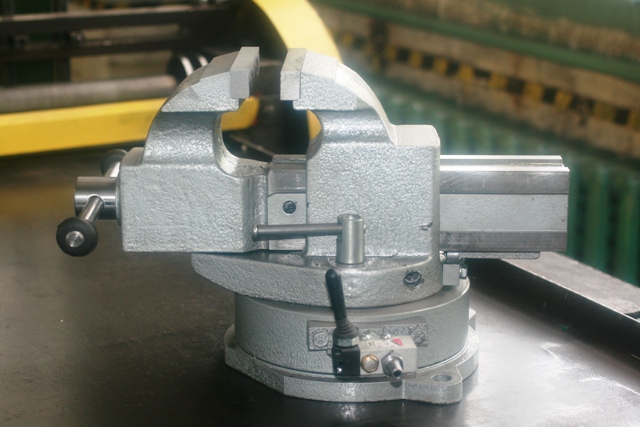
Рисунок 2. Внешний вид тисков ТССП Глазовского завода «Металлист»
 |  |
Как работают пневмотиски?
Рассмотрим устройство и принцип работы пневматических тисков на примере модели ТССП-140К производства АО Глазовского завода Металлист».
Технические характеристики пневмотисков ТССП
Высота зажима (h) не более, мм
Длина хода подвижной губки (А) не более, мм
Пневматический ход губки не более, мм
Сила зажима при давлении воздуха 0,6 МПа не более, Н
Габариты: длина (L) / ширина (B) / высота (H)
Рисунок 3. Схема устройства пневмотисков ТССП
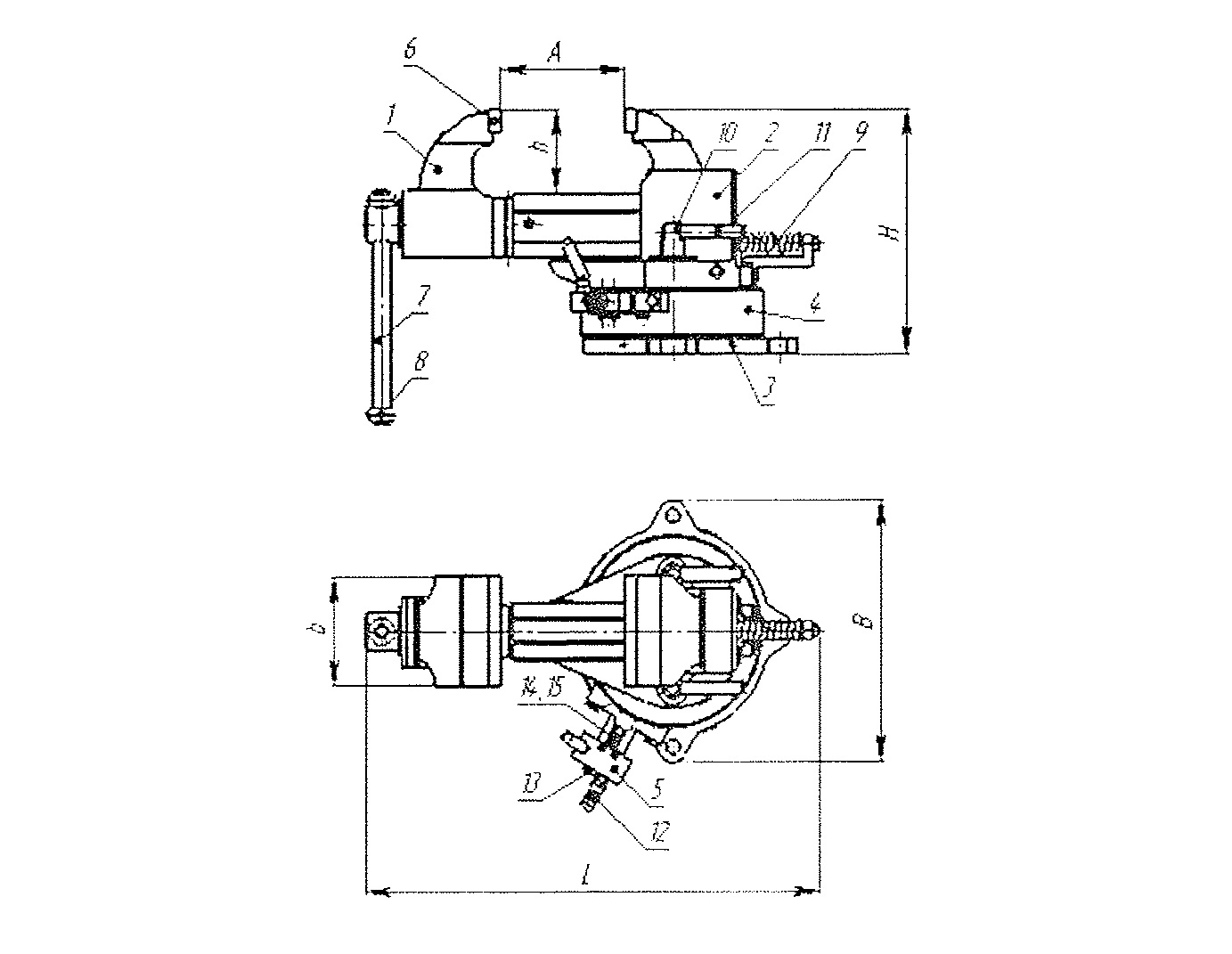
Обозначения: 1) ползун; 2) корпус; 3) основание; 4) цилиндр; 5) пневмораспределитьель; 6) планка; 7) рукоятка; 8) головка; 9) пружина; 10) гайка; 11) ручка; 12) штуцер; 13) пневмоглушитель; 14) ниппель; 15) контргайка.
С помощью рукоятки 7 ползун 1 подводится вплотную к детали. При перемещении ручки пневмораспределителя 5 сжатый воздух из пневмосети подается в пневмоцилиндр. Под действием сжатого воздуха шток поршня толкает рычаг. Рычаг передает усилие на ходовую гайку и затем через винт ходовой на ползун 1, заставляя его перемещаться поступательно. Деталь крепко сжимается губками тисков. При перемещении ручки пневмораспределителя в обратном направлении сжатый воздух из пневмоцилиндра выходит в атмосферу через пневмоглушитель 13. Под действием пружины 9 ползун перемещается в исходное положение.
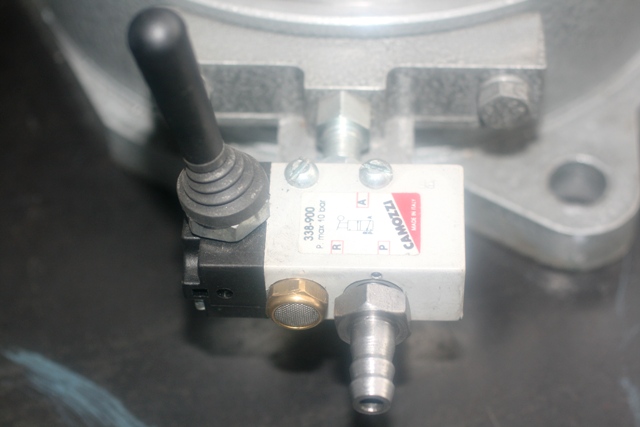
Рисунок 4. Пневмотиски и пневмораспределитель.
 |  |
Для обработки детали слесарь вручную выставляет зазор между губками тисков по размеру детали с допуском до 3-5 мм пневматического хода губок (подвижная губка перемещается до 8 мм). После этой первичной настройки дальнейшая работа по обработке серийных деталей происходит в автоматическом режиме зажим – отжима при помощи ручки пневмораспределителя (13). Это техническое описание не позволяет оценить скорость работы пневмотисков. На практике, операция зажима-разжима деталей в таких тисках занимает не более двух секунд.
При переходе на обработку детали другого размера зазор между подвижными губками перестраивается вручную.
В чем польза пневматических тисков?
Производственная практика таких компаний как Концерн «Калашников», РСК «МиГ» и др. показывает, что производительность операций по обработке деталей с использованием пневматического зажимного оборудования возрастает от четырех до шести раза за единицу времени.
Технологии не стоят на месте, процесс производства постоянно совершенствуется. Скорость и удобство становятся синонимами эффективности. Пневматические тиски не первый и далеко не последний шаг в совершенствовании процесса промышленного производства и механической обработки деталей. На подходе новые разработки и решения! В ближайших выпусках мы расскажем об опытных образцах гидропневматических, фрикционных и эксцентриковых тисков.
Тиски. Назначение, характеристики, виды и выбор
В процессе механической обработки деталей почти всегда требуется их неподвижная фиксация в определенном положении.
Для этих целей используют тиски, которые, к тому же, позволяют освободить обе руки, избавиться от необходимости прикладывать физическое усилие для удержания заготовок.
Различные виды этого инструмента применяются на производственных участках, в домашних мастерских, для обработки материалов вручную или с использованием станочного оборудования различной сложности.
Назначение и принцип действия тисков
Тиски используют при пилении, строгании, сверлении и выполнении множества других операций по обработке заготовок.
Их основное назначение — неподвижная фиксация обрабатываемого материала относительно любой плоскости.

Также инструмент в некоторых случаях способен заменить струбцины, например, при склеивании двух заготовок, когда их необходимо плотно прижать друг к другу, при одновременной обработке нескольких деталей.
Мастера применяют тиски там, где держать обрабатываемую деталь руками неудобно, невозможно или попросту опасно.
Устройство и характеристики
Стандартные тиски состоят из следующих основных элементов:
Конструкция разных видов тисков может значительно отличаться от описанной выше.
Так, например, вместо механического поджима винтом может использоваться гидравлика.
Также некоторый инструмент имеет двойные губки, то есть две пары, расположенные друг над другом.
В этом случае верхние губки – основные, имеют, как правило, классическое исполнение.
Нижние – дополнительные, для решения специфических задач.
Хорошим примером служат V-образные варианты литой или сборной конструкции, предназначенные для удержания заготовок с круглым поперечным сечением.
Еще одно интересное дополнение, которое чаще всего встречается на малых настольных тисках – кнопка блокировки губок, при помощи которой процесс разжима или фиксации заготовок многократно ускоряется.
Материал
По материалу изготовления тиски бывают:

Щечки зачастую изготавливаются из мягких материалов таких как: цветных металлов, дерева и даже твердой резины.
Учитывая, что их можно приобрести отдельно, механические характеристики подбираются индивидуально под материал зажимаемой детали.
Также производятся твердые каленые (примерно до 45 HRC) губки из стали.
Размеры и вес
Учитывая огромное количество видов тисков, можно смело говорить о действительно широком диапазоне их размеров.
Классические же слесарные инструменты, которые по праву считаются самыми популярными, так как подходят для решения большинства задач, имеют следующие размеры:
Существуют модели, размеры которых намного превосходят указанные выше.
Так, например, длина классических тисков Т-250 составляет 668 мм, а вес – 60 кг.
Их высокие губки выступают на 125 мм, и имеют ширину в 250 мм.

Приблизительные размеры стуловых тисков:
Ручные тиски в среднем имеют длину 22 – 90 мм, ширину 6 – 45 мм, а высоту 100 – 150 мм.
Сила зажима тисков
Чем выше сила сжатия тисков, тем большее усилие необходимо приложить к зафиксированной заготовке, чтобы преодолеть силу трения губок и сдвинуть ее.
Фактически это один из самых важных параметров, так как известно, что инструмент создан для неподвижной фиксации обрабатываемых деталей.
Если сила зажима будет недостаточной, то, например, во время сверления зажатой заготовки, возможно не только значительное снижение точности операции, но и перелом самого сверла.
В среднем сила зажима слесарных тисков, в зависимости от размеров, составляет 15 – 55 кН, а стуловых – от 20 до 30 кН.
Для слесарных тисков с ручным приводом введен ГОСТ 4045-75, который распространяется на модели с шириной губок от 63 до 200 мм.
Согласно техническим условиям, инструмент бывает следующих разновидностей:
Описанные типы тисков могут быть поворотными и неповоротными, иметь или не иметь ускоренный холостой ход.

Для станочных тисков с ручным или механизированным приводом введен ГОСТ 16518-96.
Согласно этому стандарту, тиски делятся на несколько типов:
Все они бывают поворотные или неповоротные.
В свою очередь первый вариант может иметь усиленное крепление и двухсторонний зажим, а модели с пневмо- и гидроприводом в дополнение оборудуются только усиленным креплением.
Станочных тисков для выполнения точных работ по ГОСТу 20746-84 всего 4.
Их цифровые обозначения выглядят, как 7200–0301, 7200-0302, 7200-0303 и 7200-0304 (по возрастанию всех размеров).
В дополнение указывается класс точности буквой:
Класс точности Н не указывается по умолчанию. Пример маркировки: 7200-0304 В ГОСТ 16518-96.
Виды тисков и их цена
Тиски делятся на несколько видов по конструкции зажимного механизма.
Наибольшее распространение получили механические варианты, где зажим заготовки осуществляется путем прикладывания физической силы.
В свою очередь такие модели делятся на:
Винтовые
В конструкции предусмотрен ходовой винт чаще с трапециевидной резьбой, который проходит через всю длину тисков.
Вращается этот элемент посредством ручки на его внешнем конце.
Быстрозажимные
Ходовой винт проходит сквозь деталь, которая подпружинена и подвижна в поперечном направлении.
При нажатии на нее винт выходит из зацепления и его можно свободно двигать без вращения.
Быстроразъемные
Открываются и закрываются без использования винта.
Для этих целей в конструкции тисков предусмотрен специальный механизм с курком или рычажком, который обеспечивает быструю регулировку положения губок.
Эксцентриковые
Предназначены для быстрого поджима деталей, вместо винта используется эксцентриковый механизм с выведенной рукоятью, при этом губка двигается свободно вплоть до того момента, пока не будет зажат эксцентрик.

Кроме описанных выше зажимных механизмов, для повышения скорости работы и силы прижатия используют:
Пневматические тиски
Схождение губок обеспечивает особое устройство инструмента с внутренними полостями-камерами, клапанами и диафрагмами.
Подобный вариант с пневмоприводом подключается к воздушному компрессору, зажим деталей осуществляется всего за 2 – 3 секунды без применения физической силы.

При отсутствии давления губки находятся в максимально разведенном положении.
Гидравлические
Чаще всего это винтовой инструмент со встроенной системой гидроусиления, либо же варианты, похожие по принципу работы на домкраты, то есть со встроенным или подключаемым гидравлическим насосом.

Такие модели в основном использую на производственных предприятиях, где необходимо многократно производить зажим и разжим обрабатываемых деталей.
Наличие гидропривода позволяет облегчить и ускорить работу мастера в несколько раз.
Все существующие модели тисков по конструкции делятся на:
Слесарные
Крепятся к столу или верстаку болтами в основании.
Это наиболее распространенные тиски из перечисленных.
Для расширения функциональности могут конструктивно совмещаться с другими инструментами.

Так, например, большая часть моделей идет с наковальней – плоской площадкой за неподвижной губой.
Некоторые варианты имеют основание с трубогибом – двумя неподвижными роликами.
Подвижный ролик, которым выполняется регулировка радиуса изгиба, и который поджимает трубу по центру, установлен на обратной части конструкции подвижной губки.
Цена за качество – от 7 тыс. рублей.
Настольные (малые)
Предназначены для фиксации небольших деталей, например, при ремонте радиоаппаратуры.
Фактически это уменьшенная копия предыдущего варианта, но в основании имеется крепление, выполненное в виде струбцины.
Из-за такой конструкции это переносные тиски, так как их в любом момент можно переставить на другой край стола, либо же вовсе носить, и возить вместе с инструментальным набором.
Как правило, мини-тиски не имеют съемных щечек, а потому, при работе с мягкими материалами, между губами и зажимаемой деталью устанавливают резиновые или деревянные прокладки.
Минимальная стоимость – 300 рублей.
За качественные тисочки придется отдать от 1000 руб.
Станочные
Применяются совместно с различными станками самых разных размеров.
Для крепления к столу станка в основании инструмента имеются два боковых выступа с длинными пазами, что позволяет регулировать их положение относительно рабочего элемента оборудования по горизонтали.
Подвижная губка и сама станина изготавливаются из стали.
Цена – от 1 тыс. рублей.
Ручные
Используются для удержания небольших заготовок, которые в руках попросту неудобно держать.
В классическом исполнении это две стальные губки, соединенные с обратной стороны перемычкой, а примерно по центру имеющие зажимной винт.
Такие зажимные тиски напоминают клещи.
Еще один вариант исполнения – тиски-струбцина, представляющие собой защелкивающиеся плоскогубцы с рычажным механизмом и “мертвой точкой” рычагов.
Все модели используются для обработки деталей на весу, то есть сами тиски с зажатой заготовкой удерживаются в руке.
Стоимость начинается от 400 рублей.
Столярные
Это деревянные или стальные верстачные тиски, которые крепятся к верстаку снизу, имеют вместе с ходовым винтом направляющие стержни.
Подобные тиски еще называют плотницкими.

Они оснащены гладкими ровными губками с большой площадью поверхности, на которые устанавливаются деревянные накладки из мягкой древесины, что позволяет избежать повреждения обрабатываемого материала.
Столярные тиски могут иметь как обе собственные губки, так и только одну подвижную, тогда в роли неподвижной выступает сам край стола.
Для верстака заводской комплектации иметь предустановленные встроенные тиски – это норма.
Стоимость за качественные модели от 2 тыс. рублей.
По методу сведения губок тиски делятся на:
Стуловые
Редкий вариант, который уже практически не используют.
Изначально это большие кузнечные тиски, которые крепили на основание, имеющее форму стула.

Сейчас так называется любой вид инструмента, губки которого сводятся подобно описанным выше ручным вариантам, то есть как у щипцов.
Параллельные
Это практически все современные модели, где подвижная губка перемещается строго параллельно неподвижной по направляющим.
В свою очередь бывают поворотные (вращаются параллельно основанию), неповоротные (полностью монолитная конструкция) и реверсивные (подвижная губка может переставляться на противоположную сторону, а неподвижная часть имеет сразу 2 губки).
Тиски специального назначения
Некоторые тиски имеют особую конструкцию соединения неподвижной губки и основания, позволяющую двигать заготовку и наклонять ее под разными углами, из чего вытекает следующая классификация:
Тиски для станка могут быть универсальные, либо специально разработанные для эксплуатации совместно с одним типом станочного оборудования, для выполнения конкретной задачи:


Для выполнения некоторых работ, где невозможно использовать стандартные тиски, применяются их специальные вариации:

Цепные тиски
Еще один нестандартный инструмент.
Используются они для предварительной фиксации элементов трубопровода между собой перед соединением сваркой.

Эти мобильные тиски имеют основание с V-образными губками, упирающимися в трубопроводную арматуру, а вместо верхней губы (как у обычных трубных вариантов) используются цепи, похожие на мотоциклетные, которые накидывается на состыкованные трубы, и каждая затягивается рукояткой с эксцентриком.
В зависимости от вида работ различают тиски:
Некоторые станки изначально оснащаются собственными зажимными элементами для удержания различного инструмента.
Например, суппорт токарного станка – это, по сути, подвижные тиски для резцов.
Какие тиски выбрать?
Выбирая тиски для дома, внимание следует обратить на обыкновенные поворотные слесарные модели среднего размера.
Они справятся практически со всеми бытовыми задачами.
При выборе следует проверить способ крепления этого инструмента к столу, а также на наличие люфтов, которых быть изначально не должно.
Лучше выбирать тиски, изготовленные из чугуна или стали, но никак не из порошкового металла.

Для профессионального использования, когда зажимать заготовки приходится довольно часто, внимание лучше обратить на быстроразъемные или эксцентриковые модели.
Выбор рекомендуется остановить на стальных вариантах с наковальней, так как они более прочные и с легкостью выдерживают удары.
Следует убедиться, что накладки на губки съемные.
Кроме этого при выборе тисков нужно учитывать расстояние, на которое раскрываются губки, т.к. от него зависит какие детали можно будет закрепить в них.
Что нужно знать о тисках?
Машинные тиски — инструмент, который практически никогда не используется в быту.
Это пневматические или гидравлические модели, предназначенные для фиксации крупных деталей, причем бывают они как слесарными, так и станочными.

Еще один частый “гость” заводских цехов – инструментальные тиски, которые находятся рядом со шлифовальными станками.
Они отличаются высокой перпендикулярностью сторон и параллельностью плоскостей.
Это необходимо для точного позиционирования обрабатываемой детали на станке.
Производители тисков
На инструментальном рынке особой популярностью у профессионалов и домашних мастеров пользуются следующие производители тисков:
Пневматические параллельные тиски для фрезерных и сверлильных работ
Предназначение станочных поворотных тисков
В большинстве станков с поворотными устройствами движение осуществляет инструмент, а не заготовка, что по идее должно существенно сэкономить на поворотном механизме. Однако осуществлять работу инструментом на стороне заготовки, обратной мастеру, в теории можно, а вот на практике такое проделать совершенно невозможно, так как мастер не видит в буквальном смысле того, что он делает.
В качестве примера необходимо представить такую ситуацию. Берется металлическая деталь в виде бруска. Мастеру нужно в каждой боковой стороне сделать выемку в виде полуцилиндра. Высота бруска при этом не позволяет ему увидеть, доходит ли фреза с другой стороны детали до ее конца. Конечно, все можно потом подправить, но что делать, если потребуется вместо полуцилиндра изготовить гораздо более сложную выемку.
В этом случае выхода только два – остановить работу и полностью обойти станок для ее продолжения либо заранее отведя в сторону фрезу, использовать поворотные тиски, позволяющие быстро повернуть заготовку к мастеру нужной стороной. Разница между двумя этими ситуациями составляет около минуты, поэтому
поворотные тиски повышают производительность мастера примерно на четверть.
Использование станочных фрезерных тисков на агрегатах с машинным управлением имеет несколько причин:
Поворотные параллельные слесарные тиски — конструкционные особенности
Массивное основание устройства имеет три уха с отверстиями. Их назначение – это закрепления устройства на верстаке с помощью болтов. Основание может быть стальным или чугунным, так как оно не несёт ударных нагрузок. Верстак, стол или бревно, к которому будут крепить устройство, должно иметь большой вес, быть устойчивым и труднопереворачиваемым. Устанавливать приспособление нужно на горизонтальной поверхности поворотной рукояткой к краю. Самое удобное положение – это, когда поворотная рукоятка свободно вращается без перекидывания и не задевает за край верстака.
Неподвижная губка в своём основании имеет два винта, которые предназначены для фиксирования её положения относительно основания. После ослабления обеих винтов, механизм слесарных тисков можно поворачивать за и против часовой стрелки на произвольный угол (до 120°) относительно основания. После установки необходимого рабочего положения, фиксирующие винты необходимо затянуть.
В верхней части неподвижная губка переходит в плоскость, которая имеет назначение наковальни. Именно пользование слесарными тисками, изготовленными по ГОСТ 4045-75, как наковальней обуславливает использование стальных составляющих.
Скачать ГОСТ 4045-75 «Тиски слесарные с ручным приводом»
Часть верхней губки в месте зажима заготовки оборудована сменной щёчкой. Она крепится посредством двух винтов с потайными головками. Полное закручивание винтов не приводит к неподвижности накладки. Это необходимо для того, чтобы заготовка не повреждалась при сильном закручивании зажимного винта. Щёчки всегда стальные, даже если другие части выполнены из чугуна. Сменные накладки закаляются и могут иметь насечки двух видов: крестообразной или точечной. При закреплении мягких материалов, их поверхность может повреждаться насечкой. Если это критично, то можно использовать на щёчках мягкие прокладки (из дерева, алюминия). Кроме того, при закреплении деталей, имеющих форму близкую к сферической или цилиндрической, рекомендуется устанавливать щёчки специальной геометрической формы вместо обычных плоских, которые тоже предусмотрены ГОСТом.
Подвижная губка тоже оборудована аналогичной стальной щёчкой с насечкой. Своё прямолинейное перемещение она обеспечивает наличием направляющим пустотелым прямоугольным параллелепипедом (хоботом), который движется сквозь прямоугольное отверстие в неподвижной губке (направляющий хобот и отверстие могут быть и другой формы – полукруглой, трапецевидной).
Фиксация заготовки и перемещение подвижной губки осуществляется благодаря винту, который вращают с помощью поворотной рукоятки. Винт может иметь различный шаг резьбы. Чем он мельче, тем более точно можно зажать заготовку.
При закреплении заготовки нельзя пользоваться накладками или удлинителями для поворотной рукоятки. Это может привести к поломке витков на зажимном винте (сорвать резьбу).
Применение фрезерных станочных тисков
Поворотные устройства не могут использоваться сами по себе, а только в сочетании с фрезерным станком. В таких агрегатах тиски применяют для того, чтобы очень надежно зафиксировать заготовку под деталь и позволить фрезеровщику ее обработать. Такое станочное фрезерное устройство используют в основном:
Фрезерные поворотные устройства используются в небольших мастерских для изготовления мебельной фурнитуры, а также для работы с небольшими объектами из металла, например, ключами сложной конфигурации. Также они применяются при работе с пластиковыми окнами, когда требуется их подгонка.
В крупных заводских цехах фрезерные тиски используют при изготовлении авиационных турбин, деталей двигателей и других механизмов, конструкция которых имеет сложную форму.
Станочные поворотные тиски могут быть:
Необходимо более подробно разобрать каждый вид.
Ручные фрезерные поворотные тиски
В основании таких станочных фрезерных тисков лежит ротационный диск, позволяющий программному обеспечению или оператору станка осуществлять их поворот на 360 градусов вместе с предметом, который в них зажат. Фиксируется диск с помощью плотного зажима, представляющего собой металлический стержень с резьбой и статичного регулятора, вынесенного за поворотную часть. Кроме этого, в самом поворотном диске для более крепкой фиксации делают углубления.
На ротационном диске закрепляют болтами обычные ручные тиски. Состоят они из двух параллельных пластин из металла, у которых внутренняя поверхность покрыта демпфирующим материалом.
Регулирующая конструкция представляет собой перпендикулярный стержень с резьбой, который приварен к центральной части наружной стороны пластины. Другой конец стержня имеет ручку, а сам он продет через закрепленный намертво регулятор, у которого внутренняя поверхность также имеет резьбу. Длина стержня рассчитывается таким образом, чтобы расстояние между пластинами тисков было около одного миллиметра, даже при раскрученном полностью стержне. В результате при помощи ручки можно устанавливать нужное расстояние между пластинами, а также регулировать силу зажима заготовки, не опасаясь повредить тиски.
Существует большое количество модификаций такой конструкции. К примеру, на одних тисках могут осуществлять движение сразу обе пластины за счет наличия достаточно сложного механизма, а на других существует рычаг вместо ручки и передаточный механизм, что значительно облегчает труд работника.
Ручное станочное фрезерное устройство чаще всего используют в небольших мастерских, а также для работ с хрупкими предметами, которые автоматике доверять не стоит. Такой станочный инструмент имеет невысокую стоимость, он очень практичен и достаточно удобен в использовании.
Пневматические фрезерные поворотные тиски
В основе такой конструкции также лежит ротационный диск, на который прикреплены тиски, состоящие из рельсы и двух пластин.
Регулирующая конструкция пневматических станочных фрезерных тисков является герметичной трубкой, у которой один конец присоединяется к центральной части наружной стороны подвижной пластины, а второй – к электрическому или ручному насосу. Если возникает необходимость увеличить силу зажима, в трубку, при помощи насоса, вкачивают большое количество воздуха, который начинает расширяться, в результате чего пластина начинает продвигаться вперед. Если потребуется уменьшить усилие, начинают стравливать из этой трубки воздух и нагнетать его во вторую трубку, соединяющую движущую пластину с другим насосом и выполняющую противоположную функцию.
Если тиски будут использоваться вместе с автоматическим станком, то вместо фиксатора и зажима из стержня будут применяться миниатюрные пневматические тиски, а в основание диска часто встраивают электропривод. Такая конструкция позволяет программному комплексу станка держать под контролем движение фрезы и поворот самой заготовки, что делает работу более эффективной.
Пневматические станочные поворотные тиски способствуют развитию большего усилия, чем ручные, однако на рынке появилась гидравлическая конструкция, которая является самой эффективной.
Гидравлические фрезерные поворотные тиски
По своей конструкции и принципу действия они полностью соответствуют пневматическим, только вместо сжатого воздуха применяют жидкость. В основном это вода, однако для развития большего усилия часто используют более упругую и вязкую жидкость. Кроме того, насосы гидравлических станков подключаются к резервуару с необходимой жидкостью, а не остаются открытыми для забора воздуха. Гидравлические станочные тиски очень популярны в различных производствах. Эти компактные устройства используют и в мастерских.
Быстрозажимные тиски своими руками
Здравствуйте, уважаемые читатели и самоделкины! В данной статье, автор YouTube канала «Самоделкин Иван» расскажет Вам, как изготовить быстрозажимные тиски с эксцентриковым прижимом. Удобство таких тисков заключается в отсутствии необходимости крутить прижимной винт каждый раз, когда меняются размеры заготовок. Достаточно просто сдвинуть подвижную губку, и зажать эксцентриком.

Про весь процесс изготовления узлов этого устройства далее.
— Шток амортизатора — Уголки 32-й и 50-й
— 80-й швеллер
— Листовая сталь 6 мм толщиной
— Автомобильная гайка М12 — Втулка от реактивной тяги Жигулей
— Эксцентрик с приваренной ручкой — Аэрозольная краска.
Инструменты, использованные автором. — Ленточная пила — Болгарка, зачистной лепестковый диск — Штангенциркуль, керн, молоток — Тиски — Сварочный аппарат — Сверлильный станок — Ступенчатые сверла — Линейка — Зажимы, струбцины — Гаечные ключи.
Процесс изготовления. Первым делом автору нужно отрезать кусочек швеллера длинной 50 мм. Размечает заготовку.
Затем сверлит ступенчатыми сверлами два сквозных отверстия по диаметру штока.
Теперь две полученные заготовки нужно сварить вместе по форме похожей на швеллер.
Полученные швы тщательно зачищает лепестковым зачистным диском.
Вот такая заготовка получилась, верхняя ее часть вышла ровной.
Теперь нужно соединить эти три заготовки с самими тисками. Автор временно прихватывает сваркой.
Вставляет шток, накручивает на его конец гайку М12 и приваривает к подвижной губке.
Теперь эту заготовку нужно приварить к основанию тисков. Именно на этой детали будет устанавливаться эксцентрик. После проверки качества захвата детали, автор обваривает все швы окончательно.
С небольшими заготовками вроде профильной трубы 25Х25 тоже проблем нет!
Вот такие быстрозажимные тиски получились у мастера. Все красиво и надежно.
Всем хорошего настроения, удачи, и интересных идей!
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Конкуренты станочных поворотных тисков
Единственным конкурентом такого устройства являются неповоротные тиски, которые исходя из своего названия, не обладают такой крайне важной функцией. Однако такое устройство, не имея поворотного механизма, стоит значительно дешевле, поэтому при их приобретении можно сэкономить до 10% от стоимости ручных тисков или до 35% от стоимости гидравлики.
Также имеется небольшая конкуренция между ручными и гидравлическими устройствами. Здесь необходимо решать, что будет лучше – существенная экономия или возможность насовсем отказаться от того, чтобы подгонять тиски вручную.